Nástroje strojního obrábění
Tato kapitola se zabývá jednotlivými nástroji pro stroje a zařízení, určených k obrábění dřeva. Umožňuje pochopit základní materiály, ze kterých jsou nástroje vyrobeny, způsoby jejich montáže do zařízení a údržby.
Pilové kotouče

Obr. 1: Pilový kotouč
- pilový kotouč vhodný pro určitý materiál a pracovní postup,
- pouze dobře naostřené kotouče (poškozené vyřadit),
- nikdy nepokládat na kovovou podložku,
- dbát na správnou obvodovou rychlost (údaj výrobce),
- vyměnit pilové kotouče silně znečištěné pryskyřicí,
- kontrolovat nastavení rozvíracího klínu,
- seřízení pilového kotouče na stroji:
- přesah zubů nad řezaným materiálem je rovný výšce slinutého karbidu,
- počet zubů se doporučuje mezi 2-3 zuby,
- dodržovat návod výrobce na obsluhu.
Pilové pásy pro pásové pily
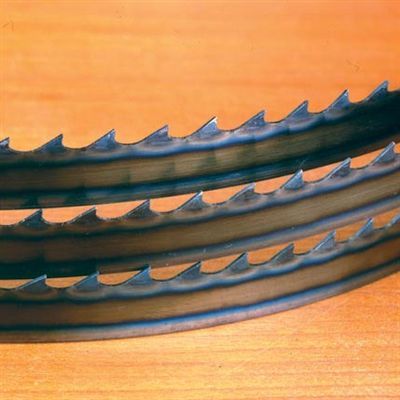
Obr. 2: Detail zubů pilového pásu
- používat pilové pásy bez trhlin, neznečištěné pryskyřicí,
- nepoužívat vadně spojené, zprohýbané,
- nepoužívat vyhřáté, natržené nebo vyštípané.
Brusné pásy

Obr. 3: Ukázka brusných pásů
- pro ruční strojní brusky používat pouze pásy doporučené výrobcem stroje,
- délka nekonečných brusných pásů pro stacionární brusky je obvykle 7000, 7600 nebo 8000 mm,
- šířka obvykle 150 mm,
- zrnitost brusných pásů 60 až 280 (tj. počet zrn na 1 inch = palec).
Hoblovací nože do srovnávací frézy
- úhel ostření nožů pro tvrdé a měkké dřevo – 40°,
- včasné broušení nožů,
- pravidelné čištění nožů.
Hoblovací nože do tloušťkovací frézy
- nože s břitovými destičkami ze slinutých karbidů,
- úhel ostření 40° pro vysoké řezné výkony a dostatečnou houževnatost,
- čisté nože bez pryskyřice a konzervované olejem.
Broušení nástrojů
- časté broušení je záruka kvalitního opracování dřeva,
- dodržovat pravidla výrobce,
- nejvýhodnější je broušení na brousících strojích a automatech.
-
Wikipedie. Slinutý karbid [online]. [10.9.2014]. Dostupné z: http://cs.wikipedia.org/wiki/Slinut%C3%BD_karbid
Obrázky:
- Obr. 1: Eva.cz. Oddělení. Dílna, zahrada a volný čas. Dílna. Pily. Kotoučové. Kotouče a příslušenství [online]. [10.9.2014]. Dostupné z: http://www.eva.cz/zbozi/44938/kotouc-pilovy-160x20mm-24-zubu-extol-premium/
- Obr. 2: Woodcraft.com. Home. Departments. Power Tools. Bandsaws, Blades & Accessories. Bandsaw Blades. Timber Wolf Bandsaw Blades [online]. [10.9.2014]. Dostupné z: http://www.woodcraft.com/Family/2004810/2004810.aspx
- Obr. 3: MicronPlus.cz. Úvod. Produkty. Brusné pásy [online]. [10.9.2014]. Dostupné z: http://www.micronplus.cz/brusne-pasy
- Obr. 4: Wikipedie. Slinutý karbid [online]. [10.9.2014]. Dostupné z: http://cs.wikipedia.org/wiki/Slinut%C3%BD_karbid#mediaviewer/File:Quadro40.JPG
{kind=link}
Slinutý karbid (zkráceně SK)
je materiál pro výrobu obráběcích nástrojů.
Nejčastěji se skládá z karbidu wolframu (chemický vzorec WC) a kovového kobaltu. Z těchto složek se vyrábí spékáním (sintrováním, slinováním). Na ocelové obráběcí nástroje (vrtáky, soustružnické nože, výstružníky, pilové zuby, aj.) se připevňují pomocí pájení břitové destičky ze slinutého karbidu sloužící jako řezné hrany.
Pro velmi tvrdé nástrojářské materiály, vyráběné většinou z karbidů wolframu či titanu, se někdy používá nesprávný název „vidium“. Nesprávné označení vzniklo ve dvacátých letech 20. století, kdy německá firma Krupp počala průmyslovou výrobu slinutého karbidu typu WC-Co pod názvem WIDIA (z německých slov wie diamant = jako diamant).
Karbid wolframu (WC) je bezkyslíkatá keramická látka, vyznačující se vysokou tvrdostí. Skládá se z uhlíku a wolframu a ve strojírenství se často nazývá prostě karbid.
Karbid wolframu má velmi vysokou hustotu 15,8 g/cm³, dobrou elektrickou vodivost a teplota tání je 2 870 °C. Tvrdost je 8,5 - 9 Mohsovy stupnice, srovnatelná s korundem. Vzniká jako šedý prášek, který lze lisovat a slinovat, případně s podílem kobaltu a niklu. Slinutý karbid je černošedý a dá se vyleštit do vysokého lesku. Dá se však brousit a leštit jen pomocí nejtvrdších materiálů, jako je karbid křemíku nebo diamant. Vedle karbidu se užívá také semikarbid wolframu (W2C).
Slinuté karbidy jsou výrobky práškové metalurgie. Jsou tvořeny jemnými částicemi tvrdých karbidů některých kovů, jako W, Ti a Ta, které jsou navzájem pojeny zpravidla kobaltem. Poměrné množství jednotlivých druhů karbidů a kobaltu určuje pak vlastnosti slinutého karbidu.
Slinuté karbidy jsou mnohem tvrdší než rychlořezné oceli a slitiny Co—Cr—W. Svou tvrdost zachovávají i za vyšších teplot než rychlořezné oceli. První slinuté karbidy obsahovaly jen karbid wolframu s malým množstvím kobaltu jako pojidla. Byly velmi tvrdé, ale poměrně křehké, takže špatně odolávaly rázům. Vyhovovaly však celkem dobře při obrábění litiny, ale již méně se osvědčily při obrábění oceli.
Na slinuté karbidy pro obrábění ocelí bylo použito jako přísady též malého množství karbidů titanu a tantalu. Zvýšeným množstvím karbidu titanu bylo dosaženo dalšího zvětšení tvrdosti slinutých karbidů za zvýšených teplot. Značná stálost ostří nástrojů ze slinutých karbidů je hlavním důvodem rychlého rozšíření těchto materiálů na břity řezných nástrojů všeho druhu.