Frézování rovinných ploch
Rovinné plochy zpravidla obrábíme frézami válcovými nebo čelními. Rovinné plochy větších rozměrů pak obrábíme čelními frézovacími hlavami. Nástroj by měl být volen tak, aby měl větší průměr, než je frézovaná šířka plochy. Pokud toto nelze zaručit, je potřeba frézovat na více záběrů. Velké vrstvy materiálu hrubujeme při menší řezné rychlosti, načisto frézujeme při vyšší řezné rychlosti, menší hloubce řezu a posuvu.
Šikmé plochy můžeme frézovat pomocí nakloněné hlavy vertikální frézky nebo pomocí úhlových fréz.
Součásti složené z rovinných ploch lze frézovat složenými frézami. (1)
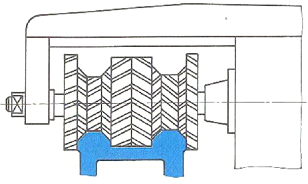 Obr. 1: Frézování rovinné plochy složenými frézami
Obr. 1: Frézování rovinné plochy složenými frézami
Frézování rovinných ploch válcovou frézou
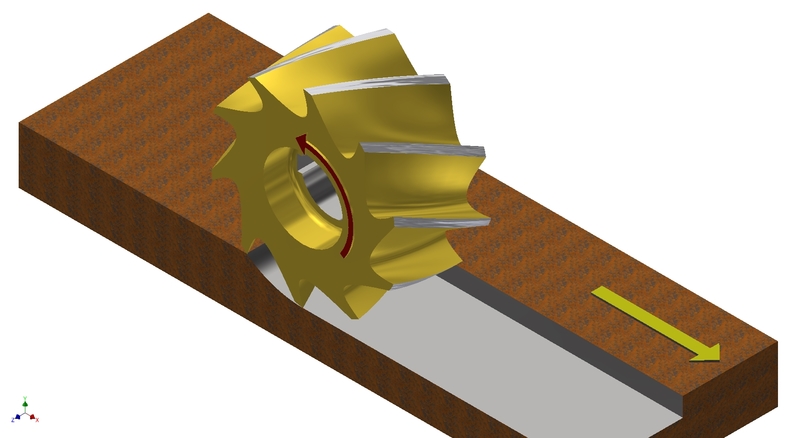
Při frézování rovinných ploch válcovými frézami je osa frézy rovnoběžná s obráběnou (obrobenou) plochou. Fréza odřezává přídavek při obrábění břity na válcovém plášti a jejich zařezávání do materiálu může být:
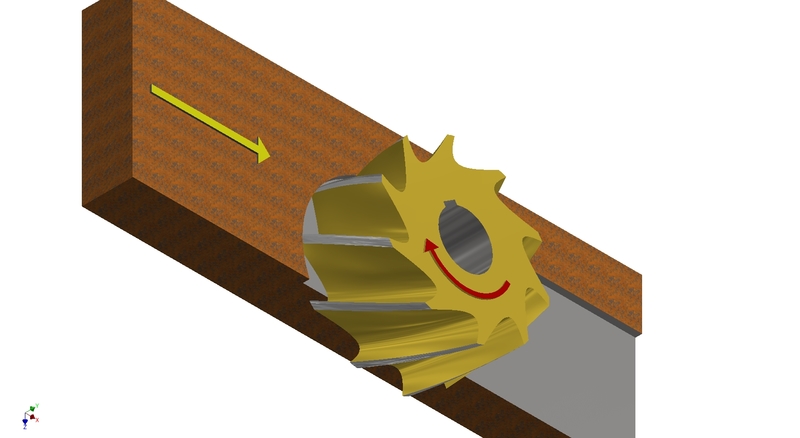
- proti směru posuvu obrobku - při frézováni nesousledném,
- ve směru posuvu obrobku - při frézováni sousledném. (1)
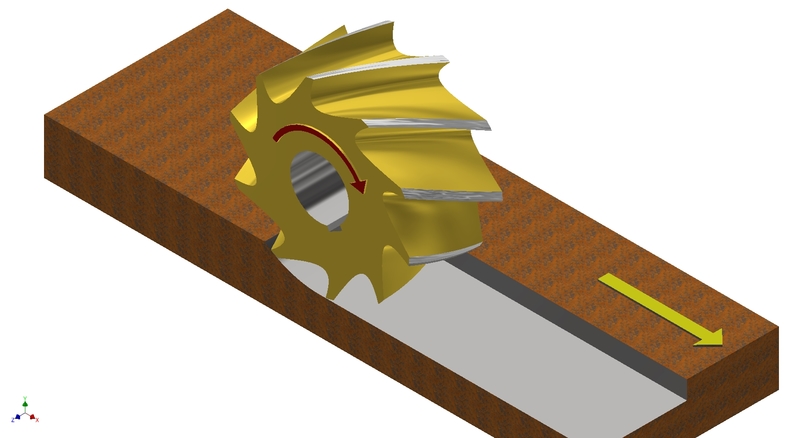 Obr. 2: Nesousledné frézování
Obr. 2: Nesousledné frézování
 Obr. 3: Sousledné frézování
Obr. 3: Sousledné frézování
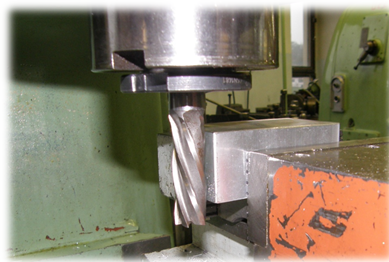
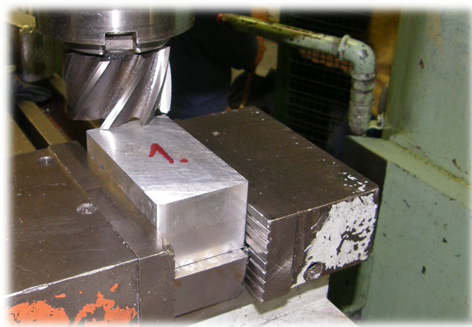
Frézování rovinných ploch čelní frézou
Při čelním frézování je osa čelní frézy kolmá k obráběné (obrobené) ploše. Břity zubů odřezávají třísky stále stejného průřezu, tzn. tloušťka třísky a zatížení stroje i nástroje jsou proto stále stejné. (1)
 Obr. 4: Frézování čelní frézou
Obr. 4: Frézování čelní frézou
Rovinné plochy se obrábějí frézami válcovými, čelními a frézovacími hlavami. Užší plochy obrábíme válcovými frézami se zuby ve šroubovici, velké plochy frézovacími hlavami.
 Obr. 5: Frézování čelní frézou
Obr. 5: Frézování čelní frézou
Na portálových frézkách lze frézovat plochy velkých obrobků současně ze dvou nebo tří stran.
- STAVINOHA, Zdeněk. Frézování rovinných ploch. [online]. Digitální učební materiály - Technologie frézování. Internetový portál COPTEL, 2009-2014 [cit. 2014-12-09]. Dostupné z: http://coptel.coptkm.cz/?action=2&doc=39687&docGroup=-1&cmd=0&instance=2
Obrázky:
- Obr. 1: NĚMEC, Dobroslav. Strojírenská technologie 3: Strojní obrábění. 2. vydání. Praha: SNTL, 1982.
Prezentace:
- Prakticky postup pri frezovani rovinnych a pravouhlych ploch – Projekt: EU - peníze středním školám pro Zlínský kraj, CZ.1.07./1.5.00/34.0727.
- Pokud není uvedeno jinak, autorkou obrázků a videí je Ing. Hana Sochová. Obrázky mohou být také součástí citovaných digitálních materiálů.