Základní způsoby frézování
Řezný proces je přerušovaný, jednotlivé zuby nástroje postupně vcházejí a vycházejí z materiálu a odebírají třísku proměnného průřezu. Z hlediska chvění je výhodné, je-li v záběru s obrobkem více břitů současně. Rovinné plochy se frézují válcovými a čelními frézami, tvarové plochy zpravidla tvarovými frézami.
Rozeznáváme dva základní způsoby frézování:
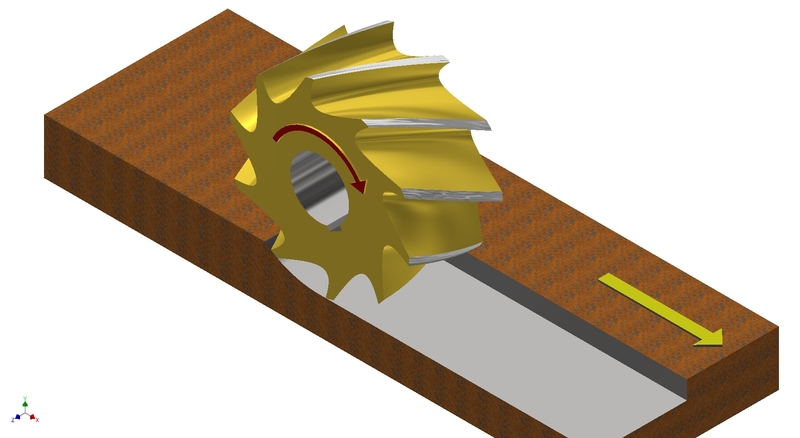
- Frézování obvodem válcové frézy – fréza řeže zuby na obvodu. Osa nástroje bývá obvykle rovnoběžná s obrobenou plochou. Při tomto způsobu frézování je stroj nerovnoměrně zatížen ubíráním třísky, proto dochází k nepatrnému obvodovému házení, na frézované ploše vzniká vlnitá stopa.
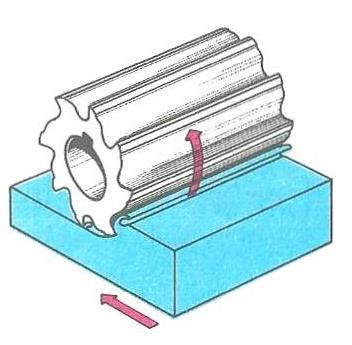 Obr. 1: Frézování obvodem válcové frézy
Obr. 1: Frézování obvodem válcové frézy
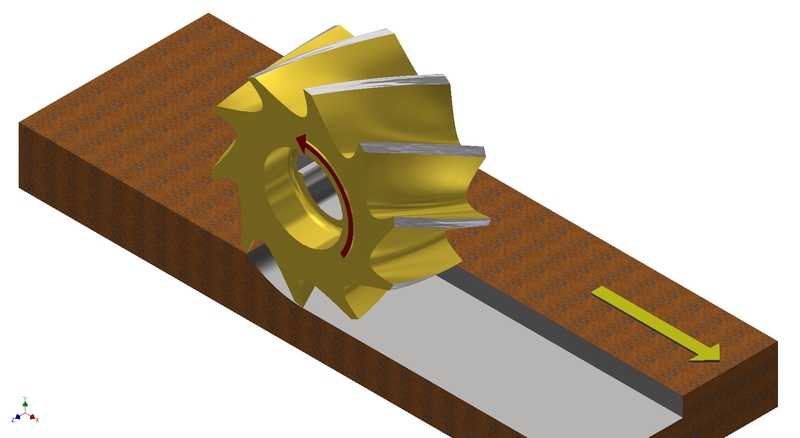 Obr. 2: Frézování obvodem válcové frézy
Obr. 2: Frézování obvodem válcové frézy
- Frézování čelem čelní frézy – fréza řeže současně zuby umístěnými na obvodu a na čele nástroje. Stroj je rovnoměrně zatížen, proto je při tomto způsobu frézování vyšší řezný výkon a frézovaná plocha mívá vyšší kvalitu povrchu. Tento způsob se využívá přednostně.
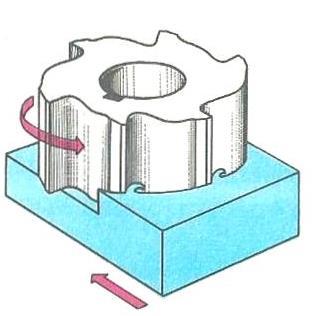 Obr. 3: Frézování čelem frézy
Obr. 3: Frézování čelem frézy
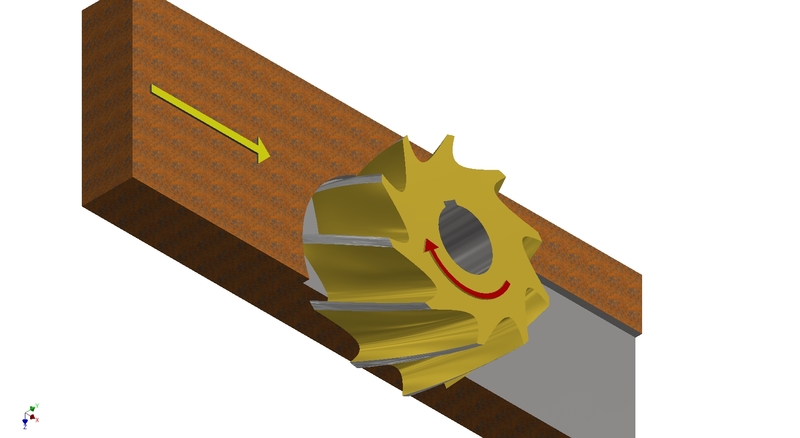 Obr. 4: Frézování čelem frézy
Obr. 4: Frézování čelem frézy
Podle smyslu otáčení frézy vůči směru posuvu dělíme frézování na:
Sousledné frézování - fréza se otáčí ve smyslu posuvu, zuby se postupně zařezávají do maximální tloušťky, tříska se tedy postupně zmenšuje a tím klesá namáhání břitu.
Výhody:
- obrobená plocha je hladší,
- příznivé působení řezné síly,
- vyšší trvanlivost nástroje.
Nevýhody:
- silové rázy (odstraníme šikmými zuby),
- vymezení vůle u posunového mechanismu,
- požadavek na tuhost soustavy stroj - nástroj - obrobek,
- u polotovarů s tvrdou kůrou nevhodný.
Obr. 5: Sousledné frézování
Nesousledné frézování - fréza se otáčí proti smyslu posuvu, průřez třísky se postupně zvětšuje od nuly do maximální tloušťky.
Výhody:
- nepůsobí rázy (klidný záběr),
- nižší požadavek na tuhost soustavy stroj - nástroj - obrobek,
- vhodný pro polotovary s tvrdou kůrou.
Nevýhody:
- kvalita obrobené plochy je nižší,
- nepříznivé působení řezné síly,
- nižší trvanlivost nástroje. (1)
 Obr. 6: Nesousledné frézování
Obr. 6: Nesousledné frézování
- STAVINOHA, Zdeněk. STAVINOHA, Zdeněk. Frézování rovinných ploch. [online]. Digitální učební materiály - Technologie frézování. Internetový portál COPTEL, 2009-2014 [cit. 2014-12-09]. Dostupné z: http://coptel.coptkm.cz/?action=2&doc=39687&docGroup=-1&cmd=0&instance=2
Obrázky:
- Obr. 1, 3: NĚMEC, Dobroslav. Strojírenská technologie 3: Strojní obrábění. 2. vydání. Praha: SNTL, 1982.
- Obr. 7, 8: STAVINOHA, Zdeněk. Frézování rovinných ploch. [online]. Digitální učební materiály - Technologie frézování. Internetový portál COPTEL, 2009-2014 [cit. 2014-12-09]. Dostupné z: http://coptel.coptkm.cz/?action=2&doc=39687&docGroup=-1&cmd=0&instance=2
Prezentace:
- Projekt: EU - peníze středním školám pro Ústecký kraj, registrační číslo CZ.1.07/1.5.00/34.0771.
- Pokud není uvedeno jinak, autorkou obrázků a videí je Ing. Hana Sochová.
Tyto otázky jsou vhodné i pro žáky ZŠ
Jaké rozeznáváme základní způsoby frézování? Popište jejich průběh a uveďte výhody a nevýhody.
Řezný proces při frézování je přerušovaný.
Dva základní způsoby frézování:
- obvodem válcové frézy – fréza řeže zuby na obvodu,
- čelem čelní frézy – fréza řeže současně zuby umístěnými na obvodu a na čele nástroje.
Rozdělení frézování podle smyslu otáčení frézy vůči směru posuvu:
- sousledné - fréza se otáčí ve smyslu posuvu,
- nesousledné - fréza se otáčí proti smyslu posuvu.
Souhrnné testy pro ověření znalostí naleznete v kapitole "Frézování".