
Pro všechna uložení při daném jmenovitém průměru,je díra stejná a podle druhu uložení se mění rozměr hřídele. Jednotná díra je dána polohou tolerančního pole H a má dolní odchylku rovnou nule a horní je velikost tolerance. Tolerance H leží na nulové čáře a velikost tolerance je kladná, je to vhodné jak pro výrobu díry, tak pro kontrolní měření.
Obr. 24: Jednotná díra
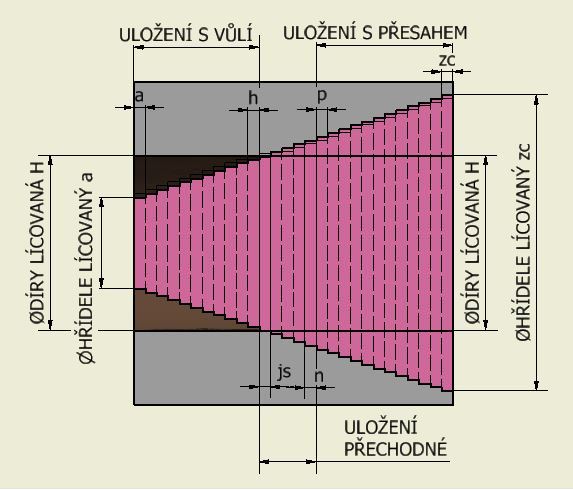
Obr. 25:Jednotná díra - terminologie
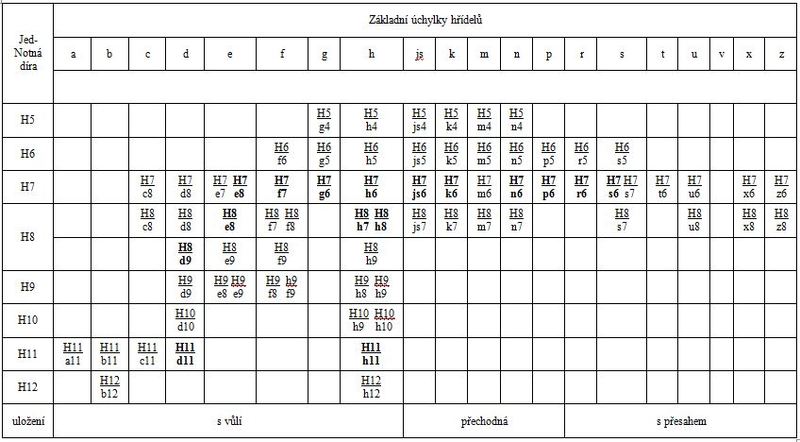
Doporučená uložení v soustavě jednotné díry pro rozměry
od 1mm do 500 mm.
Tab. 1: Tabulka uložení-jednotná díra.
Tučně vysazená uložení se používají přednostně.
Doporučená uložení v soustavě jednotné díry
|
Uložení s vůlí |
|
|
H11/d11 |
Uložení se značnou vůlí pro součásti, jež se v sobě mohou lehce otáčet. Používá se v prašném prostředí a tam, kde je nutná snadná montáž a demontáž hrubších a větších strojů. |
|
H11/h11 |
Uložení s malou vůlí pro součásti, jež se dají do sebe lehce zasunout a v sobě pootáčet, např. různé hladké čepy z taženého materiálu v toleranci h11. Uložení se také používá u součástí, které se spolu svařují nebo nýtují za studena. |
|
H9/d9 |
Točné uložení se značnou vůlí, vhodné pro volné řemenice, těsnící víka (parních a jiných strojů) a pro součásti, které se otáčejí zřídka nebo se pouze kývají. |
|
H8/e8 |
Točné uložení s větší vůlí bez zvláštních požadavků na přesnost uložení, např. u delších hřídelů uložených v několika kluzných ložiskách za sebou, u vačkových hřídelů spalovacích motorů, různých pák apod. |
|
H7/f7 |
Nejběžněji používané točné uložení, které je charakterizováno malou vůlí a běžnými požadavky na přesnost uložení. Používá se u přesných strojů pro uložení hřídelů do pouzder nebo kluzných ložisek. |
|
H7/g6 |
Točné uložení s velmi malou vůlí, pro přesné vedení hřídele a dobré mazání. Používá se u velmi přesných obráběcích strojů a měřících přístrojů. |
|
H8/h7 |
Smykové uložení pro součásti, jež se dají do sebe rukou zasunout, mají být snadno snímatelné, nebo se po sobě posouvají. Používají se u běžných obráběcích strojů a jiných středně přesných strojů a též k zajištění polohy a středění součástí. |
|
H7/h6 |
Smykové uložení s velmi malou vůlí, pro součásti u přesných obráběcích strojů, nástrojů, nářadí, přípravků a přístrojů. |
|
Uložení přechodná |
|
|
H7/js6 |
Posuvné uložení s nepatrnou vůlí nebo nepatrným přesahem. Používá se tam, kde se požaduje snadná montáž a demontáž součásti. Dosahuje se velmi přesného zajištění polohy nebo ustavení součásti - např. spojení věnce ozubeného kola s přírubou náboje, uložení ozubených kol a řemenic na hřídeli mezi ložisky apod. |
|
H7/k6 |
Shodné uložení obvykle již s nepatrným přesahem. Používá se pro ustavení součástí, které se rozebírají zřídka. Montáž a demontáž vyžaduje mírný tlak. Součásti se musí pojistit proti vzájemnému otáčení. Je vhodné pro spojení, kde k zajištění polohy se používají pera. Používá se např. pro uložení řemenic a ozubených kol na hřídelích nebo jako trvalé centrační spojení. |
|
H7/n6 |
Pevné uložení zpravidla již s malým přesahem, k spojení a rozebrání součástí je třeba větší síly, avšak součásti se musí ještě pojistit proti vzájemnému otáčení. U delších součástí dává uložení s přesahem, protože plochy nemají ideální geometrický tvar. Toto uložení není vhodné pro často rozebíratelná spojení a pro středění. |
|
Uložení s přesahem |
|
|
H7/p6 |
Lisované uložení se zaručeným přesahem. Používá se pro spojení ocelových součástí, litinových a ocelových součástí, bronzových a litinových nebo ocelových součástí apod. Tlakem smontované a demontované součásti nevykazují téměř žádné deformace. Bronzová pouzdra se zpravidla nepojišťují. |
|
H7/r6 |
Lisované uložení se zaručeným přesahem. Toto spojení je ještě rozebíratelné. Používá se často pro uložení bronzových ložisek pouzder, která se po zalisování do tělesa přestružují i na vnitřním průměru. |
|
H7/s6 |
Lisované uložení s velkým přesahem, součásti se dají složit nebo rozebrat jen mocným tlakem nebo za tepla, čímž se zabrání poškození úložných ploch. Používá se pro trvalá a zřídka rozebíraná spojení ocelových nebo ocelolitinových součástí a bronzových součástí (ložiskových pouzder) v hliníkových skříních. |