Kontrola drsnosti povrchu
Základní pojmy
Základní definice dle ČSN EN ISO 4287 (popisující termíny, definice a parametry povrchu) stanovuje, že drsnost je souhrn nerovností povrchu s relativně malou vzdáleností, které nevyhnutelně vznikají při výrobě nebo jejím vlivem.
Podíváme-li se na reálný povrch, můžeme tam nalézt jak mikronerovnost (což je výše definovaná drsnost povrchu, která je dána stopami, které zanechává řezný nástroj, případně brusivo), tak i makronerovnosti (jež se nazývají vlnitostí povrchu a jsou nejčastěji způsobeny vibrací soustavy Stroj – Nástroj – Obrobek – Prostředí). U obrobených povrchů ploch se tyto nerovnosti navzájem překrývají a je nutné je rozdělit na drsnost a vlnitost povrchu (odfiltrovat).
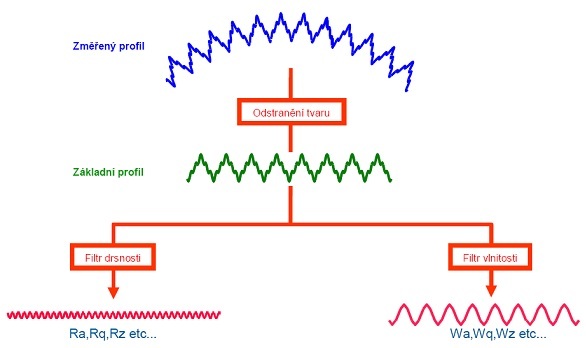
Obr.1 Princip dělení nerovností povrchu na drsnost a vlnitost
Dále je nutné si uvědomit, že dle výše uvedené definice do hodnocení drsnosti povrchu se nepočítají vady, které se mohou na povrchu vyskytovat, tj. povrchové trhliny, praskliny, škrábance, naraženiny apod.
Rozdělení parametrů profilu povrchu
Standardně jsou parametry profilu povrchu rozděleny do tří skupin, a to na parametry výškové, délkové a hybridní, kde v praxi jsou nejpoužívanější parametry výškové.
Profil povrchu vzniká jako průsečnice nerovností skutečného povrchu s rovinou vedenou kolmo k tomuto povrchu a je základním zdrojem informací pro posuzování drsnosti povrchu.
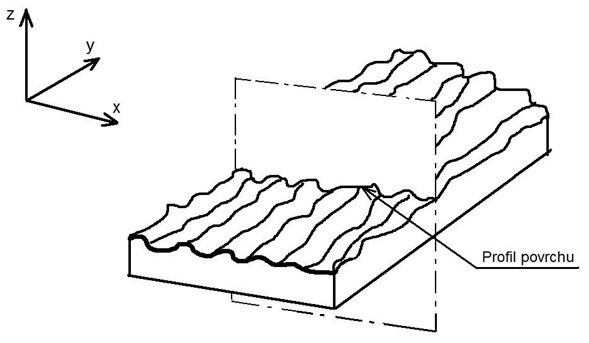
Obr.2 Profil povrchu
Dále norma ČSN EN ISO 4287 definuje následující geometrické parametry:
P – parametr – Je to nejmenší vzdálenost mezi dvěma rovnoběžnými mezními přímkami z nefiltrovaného profilu povrchu uvnitř měřené délky ln.
R – parametr – Je to svislá vzdálenost od nejvyšší špičky k nejhlubší rýze filtrovaného profilu drsnosti uvnitř měřené délky ln.
W – parametr – Je to vzdálenost mezi nejvyšším a nejhlubším bodem vyrovnaného profilu vlnitosti (drsnost odfiltrována) uvnitř měřené délky ln.
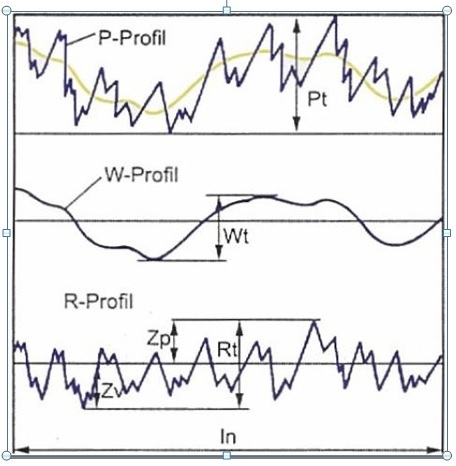
Obr.3 Parametry P,W,R na profilu povrchu
Základní délka lr
Základní délka je délka ve směru osy X použitá pro rozpoznání nerovnosti charakterizující vyhodnocovaný profil.
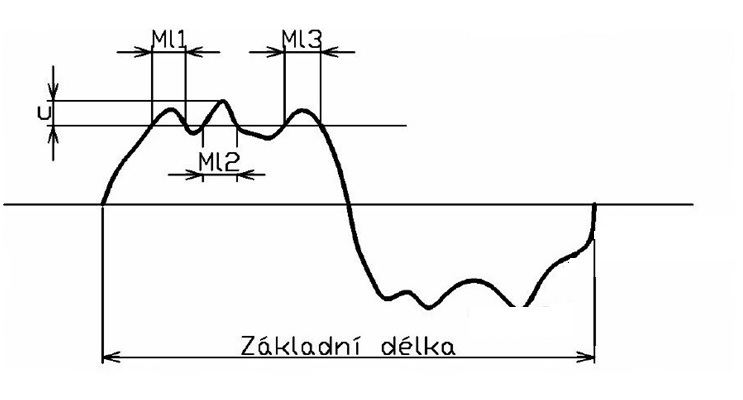
Obr.4 Základní délka
Vyhodnocovaná délka ln
Vyhodnocovaná délka pro R-profil (parametr drsnosti) obsahuje 5 základních délek lr. Pro jiný počet se musí předepsat.
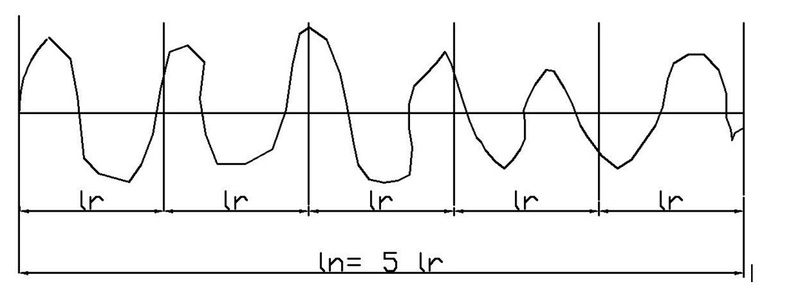
Obr.5 Vyhodnocovaná délka
Výškové parametry profilu povrchu
Největší výška výstupku profilu Rp je výška Zp nejvyššího výstupku profilu v rozsahu základní délky.
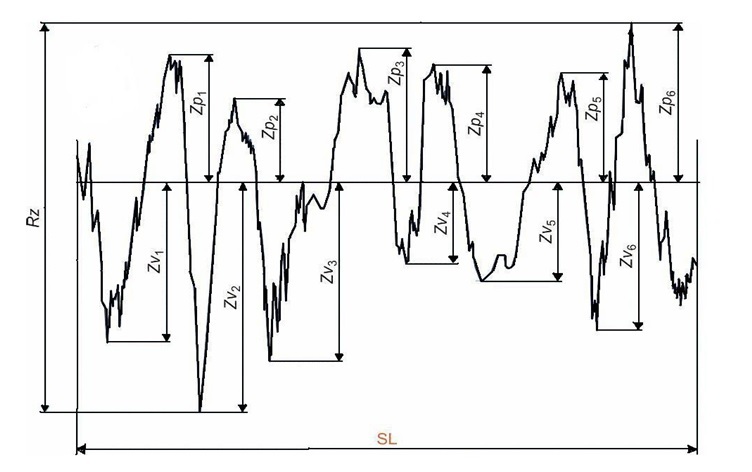
Obr.6 Výškové parmetry profilu povrchu
Největší hloubka prohlubně profilu Rv je hloubka Zv nejnižší prohlubně profilu v rozsahu základní délky.
Největší výška profilu Rz je součet výšky Zp nejvyššího výstupku profilu a hloubky Zv nejnižší prohlubně v rozsahu základní délky.
Průměrná výška prvků profilu Rc je průměrná hodnota výšek Zt prvků profilu v rozsahu základní délky.
Celková výška profilu Rt je součet výšky Zp nejvyššího výstupku profilu a hloubky Zv nejnižší prohlubně profilu v rozsahu vyhodnocované délky.
Výškové parametry profilu povrchu (založené na výpočtu aritmetického průměru)
Průměrná aritmetická úchylka posuzovaného profilu Ra je aritmetický průměr absolutních hodnot pořadnic Z(x) v rozsahu základní délky.
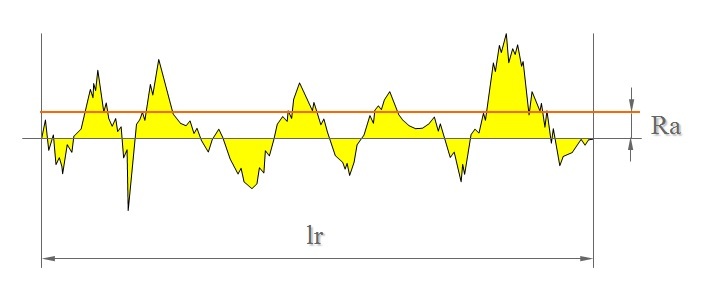
Obr.7 Průměrná aritmetická úchylka posuzovaného profilu Ra
Průměrná kvadratická úchylka posuzovaného profilu Rq je kvadratický průměr pořadnic Z(x) v rozsahu základní délky.
Délkové parametry profilu povrchu
Průměrná šířka prvků profilu RSm je aritmetický průměr šířek Xs prvků profilu v rozsahu základní délky.
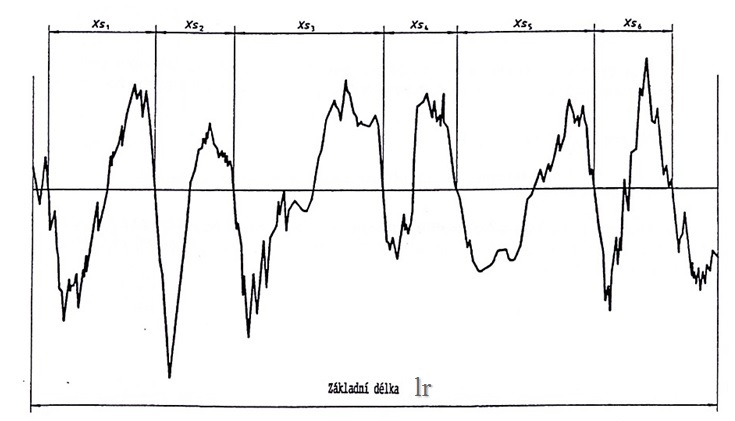
Obr.8. Průměrná šířka prvků profilu RSm
Hybridní parametry profilu povrchu – Materiálový poměr Rmr
Je jedním z důležitých parametrů pro hodnocení povrchů v praxi. Nazývá se tzv. materiálovým poměrem (symbolické označení Rmr) a je poměrem délky nosné plochy v kterékoliv hloubce profilu k celkové délce profilu. Vyjadřuje se nejčastěji v procentech.
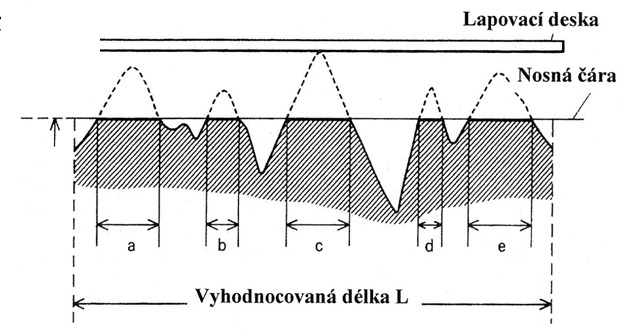
Obr.9. Materiálový poměr Rmr
Kontrola drsnosti povrchu
Pro praktickou kontrolu slouží porovnávací měrky, které jsou různé pro různé způsoby obrábění (broušení, frézování, soustružení, hoblování atd).
Nejčastěji se porovnává zkoumaný povrch se vzorkovnicí drsnosti povrchu. Jsou to kolekce vzorků s povrchy zhotovenými jednotlivými výrobními způsoby.
Vzorky mají tvar destiček nebo válečků s udáním hodnoty, Ra a druhem obrábění. Jsou obvykle uloženy v kazetě, nebo (jako příruční) jsou ve tvaru kotouče. Kontroluje se zrakem a/nebo hmatem. Při porovnávání se musí použít vzorků obrobených stejným způsobem.
Přesné porovnání vzorku s povrchem měřené součásti (zvláště u jemně obrobených povrchů) umožňují lupy a komparační mikroskopy. Pomocí optické soustavy lze pozorovat současně povrch kontrolované součásti i povrch vzorku.

Obr. 10: Detail vzorkovnice drsnosti povrchu

Obr.11: Detail vzorkovnice drsnosti povrchu

Obr.12: Jiný detail
Stupeň drsnosti se volí podle funkce obrobené plochy a v závislosti na tvarové a rozměrové toleranci. Stupeň drsnosti tedy závisí na tom, zda jde o plochy dosedající na sebe ve spojení pevném, posuvném, otáčivém, nebo jsou-li to plochy se zvláštními požadavky (např. na těsnost), nebo plochy volné.
- ČSN EN ISO 4287 Geometrické požadavky na výrobky (GPS) Struktura povrchu Profilová metoda – Termíny, definice, a parametry struktury povrchu. Český normalizační institut, březen 1999
- Učíme v prostoru, dostupné z: http://uvp3d.cz/drtic/
- http://www.tumlikovo.cz/drsnost-obrobeneho-povrchu/
Obrázky:
- Obr.1 - 9 - http://uvp3d.cz/drtic/?page_id=1985
- Obr.10 - 12 http://www.tumlikovo.cz/drsnost-obrobeneho-povrchu/
Drsnost povrchu - je souhrn nerovností povrchu s relativně malou vzdáleností, které nevyhnutelně vznikají při výrobě nebo jejím vlivem.