
Měření drsnosti povrchu
Metody měření drsnosti povrchu
V dnešní moderní době, kdy jsou vysoké nároky na struktury povrchů funkčních ploch, bylo vytvořeno mnoho měřících metod. To mělo za následek zavedení řady nových parametrů struktury povrchu.
Současné platné ISO normy obsahují definice parametrů pro 2D i 3D charakteristiky. Jedná se především o normu ČSN EN ISO 4288, která popisuje „Pravidla a postupy pro posuzování povrchu“ a dále ČSN EN ISO 4287, popisující „Termíny, definice a parametry povrchu“.
Do budoucna se intenzivně rozvíjí otázky týkající se 3D charakteristik struktury povrchu.
Metody měření povrchu
Obecně můžeme rozdělit metody měření povrchů na :
- Metody kvalitativní (porovnávací vzorkovnici s reálným povrchem) - k čemuž slouží dodnes využívané vzorkovnice povrchů, či komparační mikroskopy. Zde je však nutné upozornit, že se jedná o celkem zastaralou metodu, založenou na individuálních schopnostech povrch posuzujícího pracovníka.
- Metody kvantitativní (parametrické, využívající matematický popis parametrů povrchu) – k čemuž se využívají v dnešní praxi zcela běžně tzv.profilometry. Tyto se v podnikové mluvě často nazývají drsnoměry, což není zcela správné. Tyto přístroje mimo drsnost dokáží měřit i vlnitost a mnohdy i tvar.
Rozdělení přístrojů pro kontrolu struktury povrchu
Přístroje pro hodnocení povrchů rozdělujeme na kontaktní a bezkontaktní.
Přístroje kontaktní.
Kontaktní přístroj má speciálně upravený hrot, kterým snímá souřadnice vyhodnocovaného povrchu, které jsou potom počítačově zpracovány. Jedná se o jednu z nejstarších metod hodnocení, která bývala využívána již v 20-tých létech minulého století.
Kontaktní přístroj se skládá z části mechanické a elektronické.
Mechanická část se skládá z:
- Stolku, na který se umisťuje měřená součást.
- Ramena se snímacím hrotem (tzv. snímací hlavice), které se pohybuje určitou konstantní rychlostí a snímací hrot snímá nerovnosti povrchu (přímočarý vratný pohyb je zajištěn pomocí elektromotorku).
Elektronická část slouží k transformaci mechanického signálu generovaného snímacím hrotem sledujícím nerovnosti povrchu měřené plochy na elektrický signál, který se zpracovává (číselnou hodnotou příslušného parametru drsnosti nebo grafickým záznam nerovnosti povrchu).
Pohyb snímacího hrotu musí být velmi přesný co do přímosti a rovnoměrnosti. Rychlost musí být volena s ohledem na dynamické vlastnosti snímacího systému. Tyto přístroje dále umožňují přenos naměřených dat do PC (nejčastěji pomocí USB nebo COM rozhraní) pro jejich podrobnější analýzu.
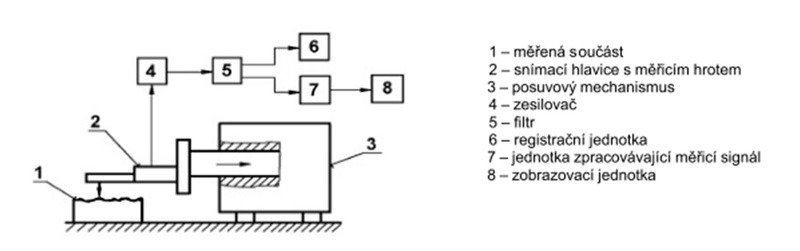
Obr.1: Schéma kontaktního snímání povrchu
Jak již bylo řečeno, funkce kontaktního přístroje spočívá na tom, že speciální diamantový hrot na snímací hlavici je posouván po povrchu.
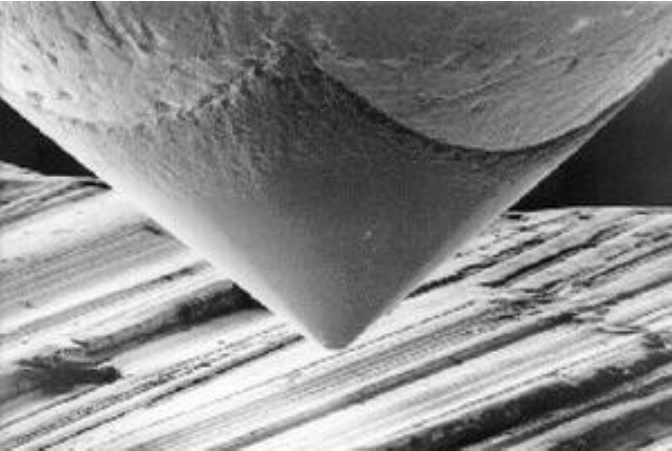
Obr.2: Detail diamantového snímacího hrotu

Obr.3: Moderní profilometr pro dílenské měření parametrů povrchů
Vertikální pohyb hrotu při přechodu výstupků a prohlubní je indukčním měřidlem převáděn na elektrický signál. Tento se potom dále počítačově zpracovává a následovně vyhodnocuje. Pro tento systém snímání je charakteristická malá měřicí síla (tedy malá síla přitlačující hrot k povrchu), což minimalizuje nebezpečí poškození měřeného povrchu.
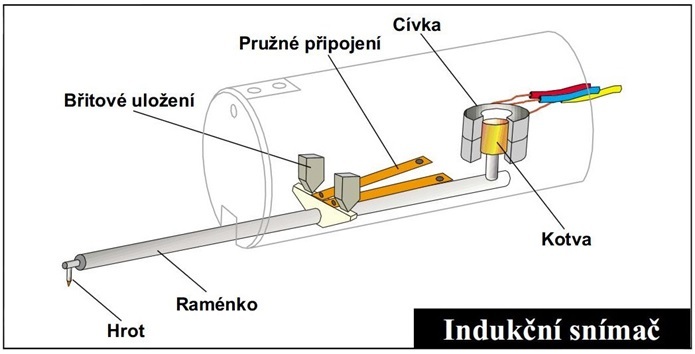
Obr.5. Schéma indukčního systému měření povrchu kontaktním způsobem
Správnost výsledku měření ovlivňuje:
- poloměr zaoblení snímacího hrotu (2 µm, 5 µm, 10 µm),
- vrcholový úhel snímacího hrotu (600, 900),
- měřící (přítlačná) síla (cca 0,00075 N),
- rychlost změny měřící síly.
V tradičním strojírenském prostředí mají kontaktní metody proti bezkontaktním zřejmou výhodu ve větší toleranci vůči znečištění. Snímací hrot odsune malé nečistoty nebo mu nevadí olejová vrstva. Bezkontaktní sonda vyžaduje skutečně čistý měřený povrch. Ve strojírenské praxi je zatím dávána přednost kontaktním měřícím přístrojům před bezkontaktními.
Přístroje bezkontaktní
V laboratorní a vědecké praxi se především využívají přístroje na hodnocení povrchů pracující na bezkontaktním principu, a tedy využívajících bezkontaktních snímačů. Z nich se nejčastěji využívá snímačů CLA (Chromatic Lenght Aberration) a snímačů laserových. Rozlišitelnost snímačů CLA je v um, laserových snímačů je přibližně o řád nižší.
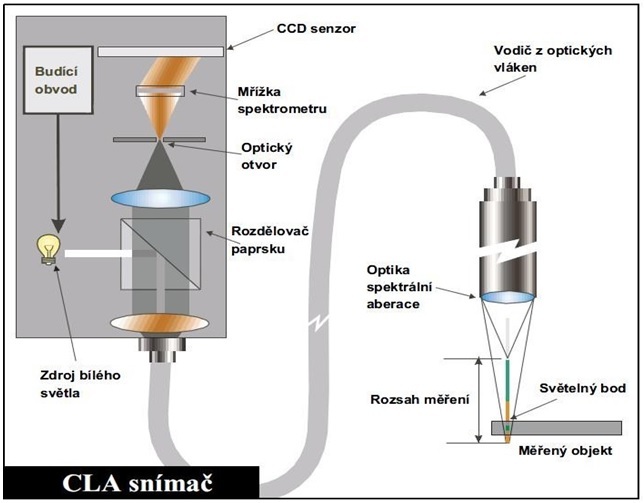
Obr.6. Schéma CLA snímače
Princip CLA snímače
Bílé světlo je rozkládáno a optikou je směrováno na kontrolovaný povrch. Optika rozloží světlo podle vlnových délek a v každém bodě povrchu je zaostřena jen určitá vlnová délka . Světlo odražené z povrchu prochází otvorem, který propustí jen světlo zaostřené vlnové délky. Spektrometr vychýlí světlo na maticový senzor, kde je každému bodu připravena prostorová poloha, která je následně počítačově zpracována a vyhodnocena. Místo CLA snímačů je možné použít i snímačů laserových. Ty však nejsou tak přesné jako snímače CLA.

Obr.7. Pohled na pracoviště pro 3D hodnocení povrchů CLA snímačem
Nasnímané prostorové polohy jsou potom zpracovány speciálními softvéry, které umožní 3D zpracování dat, včetně 3D vizualizace.
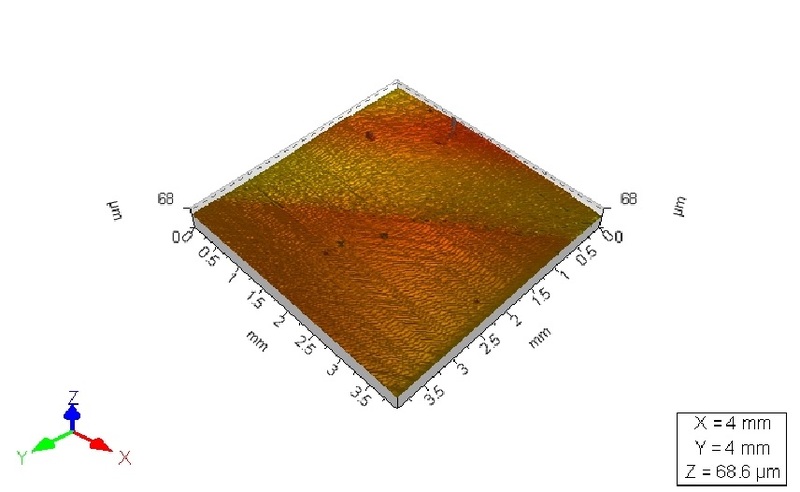
Obr.8. Nasnímaný 3D povrch pomocí CLA snímače
Princip laserového snímače
Paprsek polovodičového laseru se odrazí od měřeného povrchu do přijímacího optického systému. Paprsek je dále zaostřen na obrazovou matici, jejíž obrazové prvky použity pro určení polohy zaměřeného bodu.
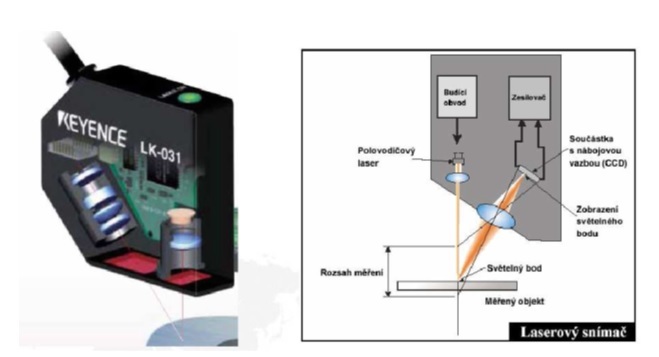
Obr.9. Schéma laserového snímače
Pravidla pro hodnocení povrchu dle normy ČSN EN ISO 4288
- Hodnocení sledované plochy provádíme pomocí hodnot, získaných z přístroje pro měření parametrů povrchu (kontaktně, nebo bezkontaktně) na sledované ploše a následným porovnáním s hodnotami požadovanými pro funkčnost sledované plochy výkresem nebo výrobní dokumentací
- Je-li struktura povrchu homogenní, hodnoty parametrů určených z celého povrchu měřeného vzorku nebo obrobku budou použity pro porovnání s hodnotami uvedenými na výkrese, nebo ve výrobní dokumentaci.
- Je-li povrch obrobku složen z několika různých ploch s různou strukturou, budou hodnoty parametrů hodnoceny na každé ploše odděleně podle výrobní dokumentace nebo dle požadavků na výkrese.
- Není-li specifikován směr měření, obrobek je ustaven tak, že směr řezu odpovídá největším hodnotám výšek parametrů drsnosti (např. Ra, Rz, Rt). Tento směr bude kolmý k poloze povrchu.
- Měření je provedeno na té části povrchu, na které lze očekávat kritické (tedy maximální) hodnoty parametrů.