Soustružnické nože
Soustružnický nůž je nástroj, který používáme při soustružení. Ostří nože vniká do obráběného materiálu a odděluje z něj třísky.
Geometrie soustružnického nože
Tvar soustružnického nože vybíráme podle toho, co budeme obrábět. Závisí to na tvaru obrobku a materiálu, z něhož je obrobek zhotoven. Řezné úhly volíme tak, aby nám co nejdéle vydrželo ostří nože a abychom docílili požadovanou kvalitu povrchu obráběné součásti. Dále závisí na velikosti řezného odporu a tuhosti soustruhu. Velikosti jednotlivých řezných úhlů určujeme z tabulek.
|
Velikost hlavního úhlu hřbetu α určuje velikost tření mezi plochou hlavního hřbetu a řeznou plochou. Čím větší máme úhel hřbetu, tím méně se nůž zahřívá. U nožů z rychlořezné oceli je tento úhel α = 10 až 16°. Menší úhel hřbetu používáme při obrábění tvrdších materiálů. |
| Velikost úhlu břitu β ovlivňuje odpor, který klade obráběný materiál soustružnickému noži. Čím je úhel břitu menší, tím lépe proniká do materiálu, ale rychle se zahřívá a je nedostatečně pevný, rovněž se rychle otupí. |
| Velikost úhlu čela γ rozhoduje o trvanlivosti nástroje a o velikosti řezného odporu. Nůž s větším úhlem čela lépe odvádí třísku, avšak zeslabuje pevnost břitu. |
| Velikost úhlu řezu δ se rovná součtu úhlů hřbetu a břitu α+β<90°. |
| Vedlejší úhel hřbetu α1 je mezi vedlejším hřbetem a rovinou, vedenou vedlejší řeznou hranou kolmo k základně nože. |
| Úhel nastavení hlavního ostří 1 κ je úhel, který má vliv na tvar a průřez třísky. |
| Úhel špičky nástroje ε je úhel, který ovlivňuje trvanlivost nože. Čím je větší, tím lépe odvádí vzniklé teplo. |
|
Úhel sklonu hlavního ostří λ má vliv na směr odchodu třísky. Záporný úhel mají velmi pevné nože určené pro tvrdé materiály, či pro přerušovaný řez. Negativní a pozitivní geometrie řezné destičky, pozitivní geometrie poskytuje nižší řezné síly a vznik tepla také lepší odvod třísek. Nevýhodou pozitivní geometrie je její menší pevnost. Negativní geometrie zaručuje pevný nástroj, ale s vyššími řeznými silami, při vzniku většího množství tepla a horším odvodem třísek. |

Obr. 1: Geometrie soustružnického nože

Obr. 2: Negativní a pozitivní geometrie
Řezná rychlost a otáčky
Řeznou rychlost udáváme v metrech za minutu (m/min). Je to rychlost pohybujícího se obvodu obrobku. Pokud zvolíme velkou řeznou rychlost, rychleji opracujeme obrobek, ale dříve otupíme nástroj a zkrátíme tak jeho životnost. Jestliže zvolíme malou řeznou rychlost, tak prodloužíme životnost nástroje, ale snížíme produktivitu práce.
Velikost řezné rychlosti je závislá na materiálu obrobku, materiálu nástroje a velikosti posuvu. Dalšími faktory ovlivňujícími řeznou rychlost je například, úhel nastavení nože, druh a množství chlazení i mazání a kvalita obráběcího stroje.
Otáčky obrobku
Udáváme v otáčkách za minutu l/min. Závisejí na průměru obrobku a nastavené řezné rychlosti, určíme je s pomocí tabulek.
Řezné materiály
Musí odolávat vysokým mechanickým a teplotním zatížením. Požadované vlastnosti řezných materiálů: Tvrdost za vyšších teplot a odolnost vůči změnám teplot, houževnatost s pevností v ohybu, pevnost v tlaku a odolnost vůči opotřebení či oxidaci.
-
Rychlořezná ocel (vysoce legovaná nástrojová ocel), zachovávající si tvrdost do 600°C. Rychlořezná ocel má vysokou pevnost a dostatečnou řezivost. Při výrobě tuto ocel legujeme chromem, wolframem, kobaltem, vanadem a molybdenem. Nože požíváme k soustružení měkkých a středně tvrdých materiálů.

Obr. 3: Rychlořezná ocel
-
-
Vyrábíme z ní soustružnické a hoblovací nože, vrtáky, frézy a výstružníky.
-
-
SK – Slinuté karbidy, zachovávají si tvrdost do 1000°C. Vyrábí se z karbidů kovů s vysokou teplotou tání, např: karbid tantalu, karbid wolframu, či karbid titanu.
-
Dělíme je do šesti skupin dle mezinárodní normy ISO 513, tato norma udává vhodnost pro obrábění určitých materiálů, namáhání břitu a opotřebení. Podskupiny dále uvádí dvojciferné číslo, které udává poměr mezi tvrdostí a houževnatostí. Větší číslo zde znamená vyšší houževnatost a nižší tvrdost.
-
Soustružnický nůž je opatřen (natvrdo připájenou) břitovou destičkou ze slinutých karbidů. Průřez držáku nože má tvar čtverce, obdélníku, či kruhu, tento držák je pevné konstrukce, vyroben z oceli 11700 nebo 12060, či jiných zušlechťovacích ocelí.
-
Přehled slinutých karbidů podle normy ISO 513
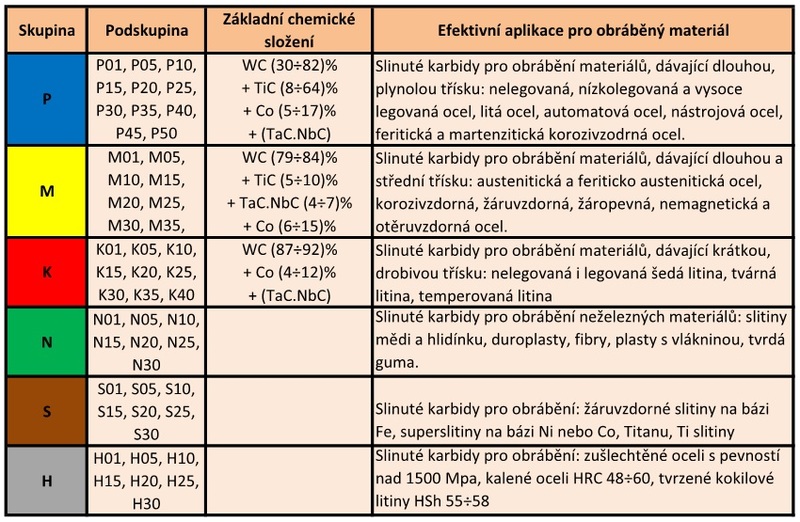
Tab. 1 - Přehled skupin slinutých karbidů, jejich podskupiny, složení a aplikace

Obr. 4: Slinutý karbid
-
Povlakované slinuté karbidy – jsou vyrobené z SK a je na ně nanesen povrch z tvrdé látky (oxidu hliníku, karbonitridu titanu, apod.). Povrch se nanáší v několika vrstvách, poslední vrstva se vyleští. Takto zhotovené břity mají vysokou trvanlivost. Vyměnitelné břitové destičky mají tři, až šest řezných hran po otupení se destička pootočí a pracovní polohu zaujme nová řezná hrana, seřízení nástroje je velmi rychlé, jednotlivé řezné hrany mají přesnost 0,13 až 0,03 mm. Někdy jsou též kulaté a v držáku je po otupení pouze lehce pootáčíme.

Obr. 5: Povlakované slinuté karbidy
-
Nitridy – je to keramika tvořená nitridem křemíku (Si3N4). Tuto keramiku používáme při frézování a soustružení litiny a u přerušovaných řezů, musíme ji však dobře chladit, jelikož je citlivá na kolísání teplot.
-
Kubrický nitrid bóru – odolává teplotám do 1000°C, tvrdostí se blíží diamantu. Používá se k hrubování a jemnému soustružení tvrdých materiálů (šedá litina, kalená ocel). Je velmi houževnatý a odolný vůči opotřebení.
-
Karbonitrid (cermet) – Lze jej použít i pro ostré břity s kladným úhlem čela. Proto ho používáme při soustružení a frézování načisto.
-
Oxidonitridy – Dobře odolávají teplotním změnám, používají se při obrábění materiálů odolávajících vyšším teplotám a u nerezavějících ocelí.
-
-
Technické diamanty – odolný teplotám do 900°C, používají se pro jemné posuvy, malou hloubku řezu, ale vysoké řezné rychlosti nad 1000 m/min.

Obr. 6: Technické diamanty
-
Polykrystalické diamanty – jsou vyrobeny ze syntetických diamantových částic.
-
Řezné materiály z oxidované keramiky – zachovávají si tvrdost do 1300°C. Jsou odolnější vůči opotřebení, nežli slinuté karbidy, ale jsou náchylnější na rázy, namáhání v ohybu a jsou křehčí. Vyrábí se z oxidu hliníku s příměsí karbidu titanu a keramického pojiva. Opracováváme s nimi kalené oceli a tvrzené litiny.
Vyměnitelné břitové destičky (VBD)
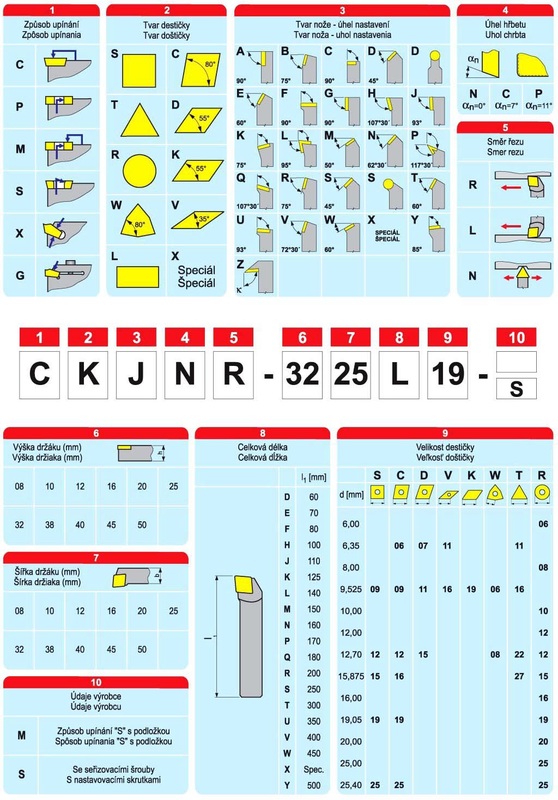
V obráběcích nástrojích se jedná o nejdůležitější konstrukční prvek, který je hromadně vyráběn. Vzhledem k obsáhlému sortimentu těchto výměnných břitových destiček byla zavedena norma ISO, která stanovuje každému typu desetimístný kód. O třídění VBD se blíže dočtete zde: Rozdělení vyměnitelných břitových destiček.
Jakým způsobem se vytváří ISO kód vyměnitelných břitových destiček? Podle jednoduchého návodu.

Obr. 7 - Označování vyměnitelných břitových destiček ze slinutých karbidů.

Obr. 8 - Označování vyměnitelných břitových destiček ze slinutých karbidů.
Tvar soustružnických nožů
Můžeme je rozlišit například podle tvaru tělesa soustružnického nástroje na přímé, ohnuté a stranové. Rovněž je rozlišujeme podle směru řezu na pravé a levé, nebo takové, se kterými lze řezat oběma směry. Dále na vnější a vnitřní, záleží na místě záběru.
Tvar držáků nástrojů a břitových destiček, je stanoven mezinárodní normou ISO.
Tato norma stanoví:
-
tvar soustružnického nože
-
tvary průřezů a velikosti průřezů, rovněž i délku držáků
-
vyložení ohnutých soustružnických nožů
-
velikosti úhlu čela a úhlu hřbetu a přiřazení břitových destiček
Rozdělení držáků dle ISO
Mezi základní soustružnické nože patří:
Uběrací nůž čelní, uběrací nůž přímý, rohový nůž, uběrací nůž ohnutý, zapichovací nůž, hladící nůž, uběrací nůž stranový, závitový nůž, naběrací nůž, radiusový nůž, vnitřní uběrací nůž, vnitřní nůž zapichovací, vnitřní nůž rohový, vnitřní nůž závitový, vyvrtávací nůž kolmý a vyvrtávací nůž šikmý.
V dnešní době je využíváno převážně soustružnických nožů s VBD.

Obr. 9. Přehled různých soustružnických nožů

Obr. 10: Přehled soustružnických nožů
- BRYCHTA, Josef, Robert ČEP, Jana NOVÁKOVÁ a Lenka PETŘKOVSKÁ. Technologie II - 2. díl. 1. vyd. Ostrava: VŠB - TU Ostrava, 2007. ISBN 978-80-248-1641-8.
- DRIENSKY, Dušan, Pavel FÚRIK, Terézia LEHMANOVÁ a Josef TOMAIDES. Strojní obrábění I. Praha: Státní nakladatelství technické literatury, 1988.
- FRISCHHERZ, Adolf a Herbert PIEGLER. Technologie zpracování kovů 2: odborné znalosti. 2. vyd. Praha: SNTL (Wahlberg), 1996, 280 s. ISBN 80-902-1101-1.
- HLUCHÝ, Miroslav a kol. Strojírenská technologie. Praha: Státní nakladatelství technické literatury, 1975.
- HUMÁR, Anton. Technologie I – Technologie obrábění – 1. Část. Studijní opory pro magisterskou formu studia. VUT v Brně, FSI, 2003. 138 stran. [online]. [cit. 2011-07-05]. Dostupné na WWW: http://ust.fme.vutbr.cz/obrabeni/?page=opory.
- JANYŠ, Bohumil, Karel RAFTL, Antonín VÁCLAVOVIČ a Vladimír BÍZA. Soustružník: Technologie pro 2. a 3. ročník OU a UŠ. Praha: SNTL, 1969.
- KAREIS, Bedřich a Herbert PIEGLER. Technologie I: Učební text pro stř. odb. učiliště. 1. vyd. Praha: SNTL, 1990, 230 s. ISBN 80-030-0220-6.
- POPOV, Alexey. Řezné nástroje: Nástroje s vyměnitelnými břitovými destičkami [online]. [cit. 2015-07-05]. Dostupné z: http://home.zcu.cz/~radekv/BP/aaa/SPB/materi%C3%A1l/KOM_RN_PR_07_CZE_Popop_Jersak_Nastroje_s_VBD.pdf.
- Technický naučný slovník I. díl A -D. Praha: SNTL - Nakladatelství technické literatury, n. p., 1981.
- Technický naučný slovník II. díl E -I. Praha: SNTL - Nakladatelství technické literatury, n. p., 1982.
- Technický naučný slovník III. díl J -L. Praha: SNTL - Nakladatelství technické literatury, n. p., 1982.
- Technický naučný slovník IV. díl M -O. Praha: SNTL - Nakladatelství technické literatury, n. p., 1983.
- Technický naučný slovník V. díl P - R. Praha: SNTL - Nakladatelství technické literatury, n. p., 1983
- Technický naučný slovník VI. díl Ř -T. Praha: SNTL - Nakladatelství technické literatury, n. p., 1985.
- Technický naučný slovník VII. díl U -Ž. Praha: SNTL - Nakladatelství technické literatury, n. p., 1986.
- ZEMČÍK, Oskar. Nástroje a přípravky pro obrábění. 1. vyd. Brno: Akademické nakladatelství CERM, s.r.o., 2003. 193 s. ISBN 80-214-2336-6.
Obrázky
- Obr. 1: DRIENSKY, Dušan, Pavel FÚRIK, Terézia LEHMANOVÁ a Josef TOMAIDES. Strojní obrábění I. Praha: Státní nakladatelství technické literatury, 1988.
- Obr. 2: Autor neznámý. T-support [online]. [cit. 2015-26-05]. Dostupný na http://http://www.t-support.cz/t-support/data/resources/Image/old/rezne_6a.jpg
- Obr. 3: Archiv autora.
- Obr. 4: Archiv autora.
- Obr. 5: Archiv autora.
- Obr. 6: Autor neznámý. Technické diamanty [online]. [cit. 2014-10-12]. Dostupný na www: http://albaprecision.cz/addons/image/2014/Baublies/dia_3.jpg.
- Obr. 7: HUMÁR, Anton. Technologie I – Technologie obrábění – 1. Část. Studijní opory pro magisterskou formu studia. VUT v Brně, FSI, 2003. 138 stran. [online]. [cit. 2011-07-05]. Dostupné na WWW: http://ust.fme.vutbr.cz/obrabeni/?page=opory.
- Obr. 8: HUMÁR, Anton. Technologie I – Technologie obrábění – 1. Část. Studijní opory pro magisterskou formu studia. VUT v Brně, FSI, 2003. 138 stran. [online]. [cit. 2011-07-05]. Dostupné na WWW: http://ust.fme.vutbr.cz/obrabeni/?page=opory.
- Obr. 9: Autor neznámý. Sada soustružnických nožů [online]. [cit. 2015-26-05]. Dostupný na http://www.kovonastroje.cz/out/pictures/z1/img12168_1__1a79180c01a2d48f467a1deef9c8a83f02d17602_z1.jpg
- Obr. 10: BRYCHTA, Josef, Robert ČEP, Jana NOVÁKOVÁ a Lenka PETŘKOVSKÁ. Technologie II - 2. díl. 1. vyd. Ostrava: VŠB - TU Ostrava, 2007. ISBN 978-80-248-1641-8.
- Obr. 11: Autor neznámý. Ocelářská pec [online]. [cit. 2014-10-12]. Dostupný na www: https://d1u1p2xjjiahg3.cloudfront.net/54b10bcf-9274-4548-9f93-74c5258e8feb.jpg.
- Obr. 12: Archiv autora.
- Obr. 13: Autor neznámý. MMspektrum [online]. [cit. 2015-26-05]. Dostupný na http://www.mmspektrum.com/multimedia/image/16/1645.jpg
- Obr. 14: Autor neznámý. MMspektrum [online]. [cit. 2015-26-05]. Dostupný na http://www.mmspektrum.com/multimedia/image/16/1646.jpg
Tabulky
- Tab. 1: POPOV, Alexey. Řezné nástroje: Nástroje s vyměnitelnými břitovými destičkami [online]. [cit. 2015-07-05]. Dostupné z: http://home.zcu.cz/~radekv/BP/aaa/SPB/materi%C3%A1l/KOM_RN_PR_07_CZE_Popop_Jersak_Nastroje_s_VBD.pdf.
Video
- pramettv. Vnitřní a vnější soustružení - CZECH [online]. [cit. 2014-07-05]. Dostupné na www: ]. Dostupné na www: https://www.youtube.com/watch?v=3rCaj0S_vnA.
- lukin1156. Soustružení SN 320 [online]. [cit. 2014-10-12]. Dostupné na www: https://www.youtube.com/watch?v=T6f8tLRZDus.
Vhodné pro žáky ZŠ
Legování
(z něm. legieren, od lat. ligare, spojovat, svazovat) označuje metalurgický postup, při kterém dochází k přimísení legujících prvků k hlavnímu kovu, či slitině kovů za účelem zlepšení jeho mechanických vlastností. Tak se děje buď již při vsázce, nebo až po roztavení kovu. Postup je důležitý například při zpracování oceli. Při slévání drahých kovů označuje legování přimísení přísady pro dosažení žádoucí ryzosti, barvy a podobně.
- slouží ke zlepšování vlastností kovů
Legování oceli
Legovaná ocel vzniká přidáním jiných kovů (prvků) do nízkouhlíkaté oceli. Nejčastěji je to molybden, mangan, nikl, chrom, vanad a křemík. Rozlišují se oceli nízkolegované (do 4 % jiných kovů) a vysokolegované, mezi něž patří také nerezavějící oceli.
Www.wikipedia.org. [online]. [cit. 2014-11-19]. Dostupné z: http://cs.wikipedia.org/wiki/Legov%C3%A1n%C3%AD
Legování probíhá například v takovýchto ocelářských pecích:

Obr. 11: Ocelářská pec
Vhodné pro žáky ZŠ
Rychlořezná ocel
Pro rychlořeznou ocel se využívá anglické zkratky HSS - High Speed Steel. V českém prostředí se setkáváme s názvem RADECO a hlavním výrobcem byla Poldi Kladno. Dodnes se však setkáme s výrobky této společnosti (viz obrázek).

Obr. 12: RADECO
Z takovýchto polotovarů rychlořezné oceli si mohou soustružníci sami vybrousit potřebný tvar soustružnického nože.
Makrogeometrie
Úprava makrogeometrie VBD je úprava vlastního tvaru břitové destičky (např. úhlu, tloušťky, či rádiusu).
Mikrogeometrie
Je mechanická úprava povrchu VBD před povlakováním, nebo i po povlakování. Provádí se například leštěním v granulátech s abrazivní solí.

Obr. 13: PVD před úpravou mikrogeometrie
