Druhy a rozdělení fréz
Frézy jsou vícebřité rotační nástroje. Břity jsou vytvořeny na povrchu základního tělesa, kterým bývá nejčastěji válec nebo kužel.
Frézy se vyrábí různými technologiemi, v mnoha druzích a velikostech. Vzájemně se liší tvarem, počtem břitů, způsobem upnutí, materiálem břitů a konstrukcí. Tvary a velikosti nejpoužívanějších fréz jsou normalizované.
 Obr. 1: Frézovací nástroje
Obr. 1: Frézovací nástroje
Rozdělení fréz
Frézy rozdělujeme podle následujících hledisek:
Podle ploch, na nichž jsou vytvořeny břity, je dělíme na:
- válcové
- čelní válcové
- kotoučové
- kuželové
- úhlové
- jednostranné
- oboustranné:
- symetrické (souměrné)
- nesymetrické (nesouměrné)
- pilové kotouče
- tvarové
- speciální. (1)
Příklady druhů nástrojů - fréz
 Obr. 2: Válcová fréza (se šikmými zuby)
Obr. 2: Válcová fréza (se šikmými zuby)
 Obr. 3: Čelní válcová (drážkovací) fréza
Obr. 3: Čelní válcová (drážkovací) fréza
 Obr. 4: Kotoučová fréza
Obr. 4: Kotoučová fréza
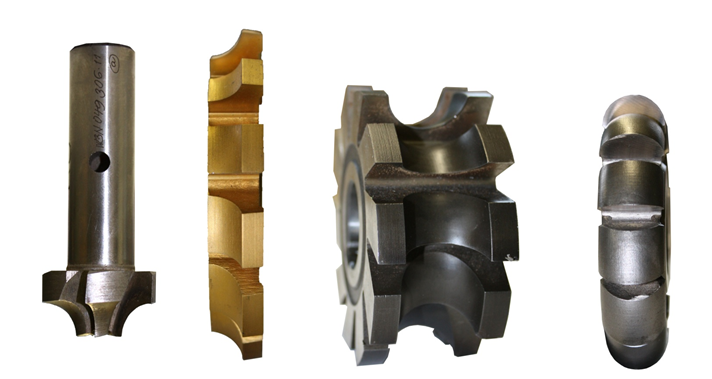
 Obr. 5: Kuželové frézy
Obr. 5: Kuželové frézy
 Obr. 6: Úhlové frézy
Obr. 6: Úhlové frézy
 Obr. 7: Pilový kotouč
Obr. 7: Pilový kotouč
 Obr. 8: Tvarová fréza
Obr. 8: Tvarová fréza
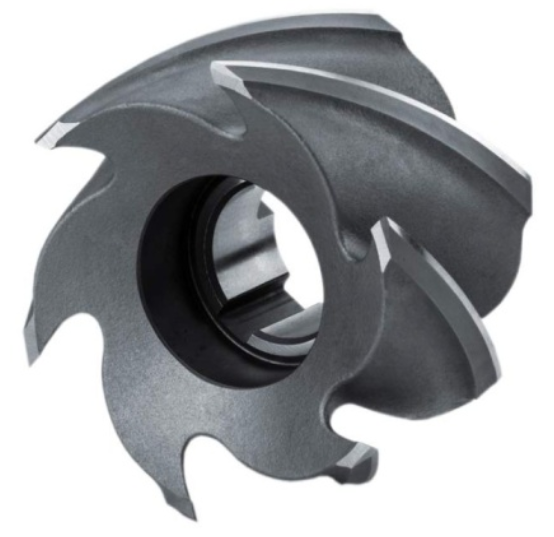
 Obr. 9: Tvarové frézy
Obr. 9: Tvarové frézy
 Obr. 10: Speciální (např. frézovací hlava)
Obr. 10: Speciální (např. frézovací hlava)
 Obr. 11: Odvalovací frézy
Obr. 11: Odvalovací frézy
 Obr. 12: Kopírovací fréza
Obr. 12: Kopírovací fréza
 Obr. 13: Závitová fréza
Obr. 13: Závitová fréza
Podle uspořádání a tvaru břitu:
- hrubovací
- dokončovací.
Podle způsobu upínání:
- nástrčné
 Obr. 14: Nástrčná fréza
Obr. 14: Nástrčná fréza
- stopkové:
- s válcovou stopkou
- s kuželovou stopkou (nejčastěji MORSE 3 a 4).
 Obr. 15: Frézy s válcovou a kuželovou stopkou
Obr. 15: Frézy s válcovou a kuželovou stopkou
Podle způsobu výroby břitů: ( podle provedení a tvaru zubů)
- frézované
- podbrušované
- podsoustružené.
Podle počtu břitů:
- jemnozubé
- polohrubozubé
- hrubozubé.
Podle průběhu ostří:
- s ostřím přímým
- s ostřím šikmým
- s ostřím šroubovitým
- se střídavým šroubovitým ostřím.
Podle směru otáčení:
- pravořezné
- levořezné.
Podle materiálu břitu:
- z rychlořezné oceli (RO)
- s břity ze slinutých karbidů (SK)
- z cermetových karbidů (Ti + TiN)
- z nitridové keramiky
- z polykrystalického diamantu
- z kubického nitridu boru.
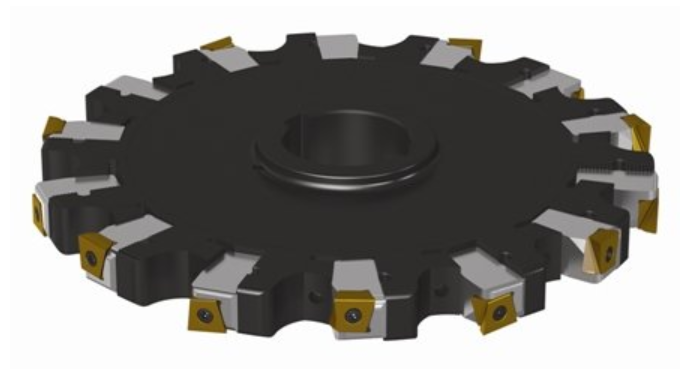
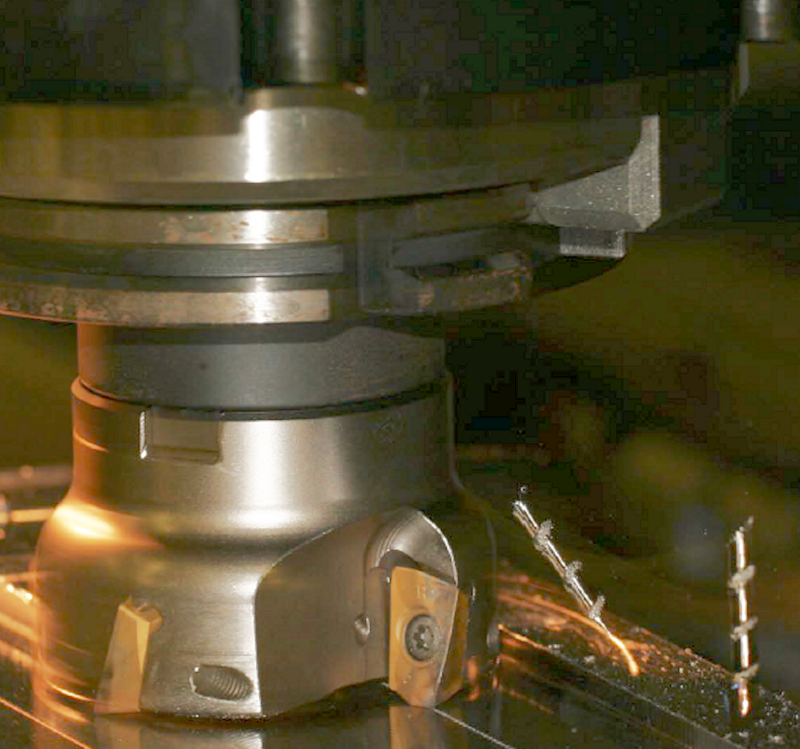 Obr. 16: Fréza s vyměnitelnými břitovými destičkami ze slinutých karbidů
Obr. 16: Fréza s vyměnitelnými břitovými destičkami ze slinutých karbidů
Podle počtu dílů, z nichž jsou vytvořeny: (podle konstrukce)
- celistvé
- dělené
- složené
- se vsazenými, nebo připájenými destičkami z SK
- se vsazenými segmenty břitů.
Podle technologie výroby:
- odlévané
- svařované
- tvářené
- broušené.
Druhy fréz:
- válcová fréza
- úhlová fréza nástrčná
- fréza půlkruhová vydutá
- fréza půlkruhová vypouklá
- fréza čtvrtkruhová vydutá
- fréza korunková s válcovou stopkou
- fréza úhlová jednostranná nástrčná
- fréza úhlová na rybinová vedení.
Upínání nástrojů
Frézy musí být upnuty vždy pevně a spolehlivě. Při špatném upnutí frézy házejí, jsou jednostranně namáhány, špatně řežou a obrobené plochy nejsou kvalitní. Na upínací systém nástrojů jsou kladeny také tyto požadavky:
- souosost frézy a vřetena stroje,
- musí být zaručena opakovaná přesnost upnutí při výměně nástrojů,
- pevnost proti axiálním silám i proti pootočení,
- vhodnost pro vysoké otáčky.
Upínání nástrčných fréz
Nástrčné frézy (válcové, kotoučové, tvarové apod.) se upínají na frézovací trny.
Malé frézovací hlavy a čelní válcové frézy nástrčné se upínají na letmé upínací trny. Přenášení krouticího momentu z trnu na nástroj zabezpečuje nejčastěji pero, proti axiálnímu posuvu je zajišťováno křížovým šroubem.
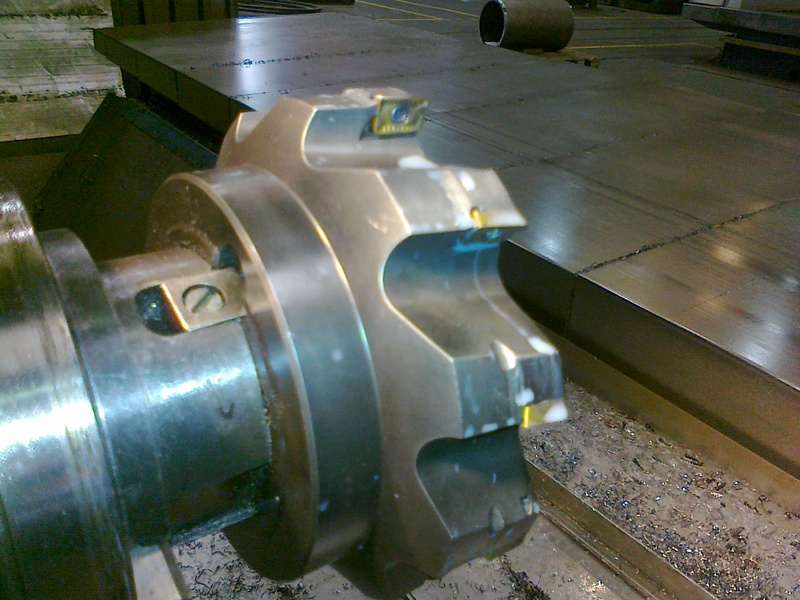
 Obr. 17: Upínání nástrčné frézy
Obr. 17: Upínání nástrčné frézy
Upínání fréz s kuželovou stopkou
Frézy s kuželovou upínací stopkou se upínají přímo do kuželové dutiny vřetena frézky v případě, je-li kužel upínací stopky frézy a dutiny vřetena shodný. Je-li kužel upínací stopky menší než kužel dutiny vřetena, je nutno k upínání použít redukční pouzdra.
 Obr. 18: Upínání fréz s kuželovou stopkou
Obr. 18: Upínání fréz s kuželovou stopkou
Upínání fréz s válcovou stopkou
Válcové stopky fréz mohou mít tyto normalizované průměry: 4; 5; 6; 8; 10; 12; 16; 20. Nástroje s válcovou stopkou se upínají pomocí upínacích pouzder a kleštin. Tato upínací pouzdra umožňují rychlé a spolehlivé upínání fréz s válcovou stopkou. Kleština je vyrobena z pérové oceli, po obvodu je 8x rozřezána (4x z pravé strany a 4x z levé). Vtlačováním kleštiny do kuželové části pouzdra se zmenšuje její vnitřní průměr a tím dojde k upevnění válcové stopky nástroje.
Průměry děr v kleštinách jsou totožné s výše uvedenými průměry stopek nástrojů.
 Obr. 19: Upínání fréz s válcovou stopkou
Obr. 19: Upínání fréz s válcovou stopkou
 Obr. 20: Upnutí frézy s válcovou stopkou do hlavičky
Obr. 20: Upnutí frézy s válcovou stopkou do hlavičky
Pravidla pro správné upínání fréz
- Upínací části fréz, redukčních pouzder, jakož i kuželová dutina vřetena se musí před upínáním řádně očistit.
- Upínací plochy, kuželové a válcové plochy stopek a trnů musí pevně dosedat po celé délce stykové plochy.
- Nástroje, pouzdra i trny se musí v kuželové dutině vřetene zajistit šroubem.
- Na dlouhých frézovacích trnech se mají frézy upínat co nejblíže vřetena nebo opěrného ložiska, aby se zmenšilo prohýbání trnu při frézování.
- Při vkládání fréz do vřetena nebo na trny musíme použít tkaninu nebo kůži, abychom chránili ruce před pořezáním břity zubů.
- Všechny pracovní úkony při upínání fréz musíme vykonávat pečlivě a s citem, aby se nástroj nebo upínací prostředek nepoškodily. (1)
Rotační nástrojové upínače
Volba správného upínače ovlivní budoucí výsledky celého obráběcího procesu. Nejdůležitější požadavky na upínače nástrojů jsou:
- dostatečná upínací síla,
- přesnost upnutí,
- jednoduchá obsluha,
- vyvážení upínače,
- schopnost tlumení vibrací.
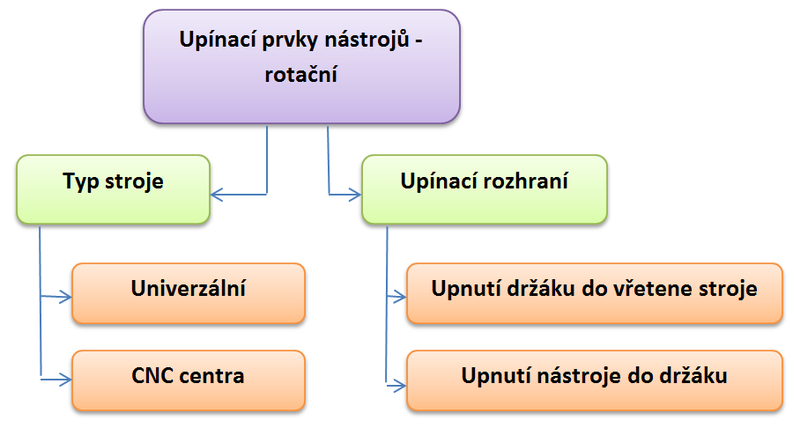 Obr. 21: Rozdělení upínacích prvků nástrojů
Obr. 21: Rozdělení upínacích prvků nástrojů
Upnutí držáku do vřetene stroje
V současné době se vlivem automatizace strojů přechází na tužší upínání nástrojů a obrobků. Vznikají nové koncepce upínacích systémů. Velkou roli hraje pořizovací cena a ekologičnost výroby.
Nejrozšířenější upínací systémy:
- ISO
- HSM
ISO – jedná se o metrický strmý kužel na upínacím trnu s určitým poměrem kuželovitosti.
Výhody:
- symetrická konstrukce,
- jednoduchá výroba,
- snadné nasazování a uvolňování z dutiny vřetena (kužel není samosvorný jako Morse kužel),
- nízké pořizovací náklady.
Nevýhody:
- nutnost používání stejné velikosti kužele jako je v dutině vřetene (tento problém se dá odstranit použitím redukčního pouzdra),
- malá tuhost upnutí,
- nejistá axiální síla.
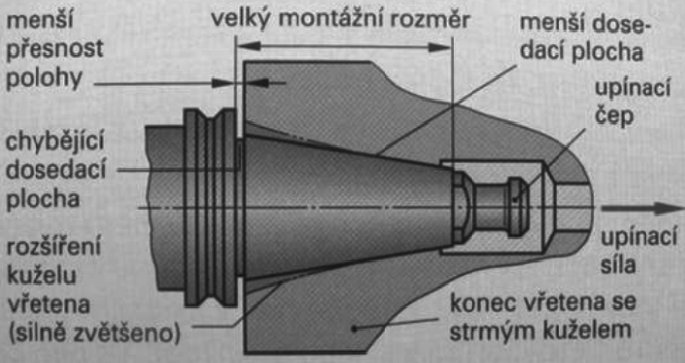 Obr. 22: Nedostatky upínání strmým ISO kuželem
Obr. 22: Nedostatky upínání strmým ISO kuželem
HSK - princip upínání funguje na principu kombinace axiální upínací síly a kuželové stopky.
Výhody:
- tužší a spolehlivější upnutí než systém ISO,
- menší rozměry držáku, na držáku mohou být vnitřní vybrání,
- nižší hmotnost a tím pádem snazší manipulace s nástrojem.(2)
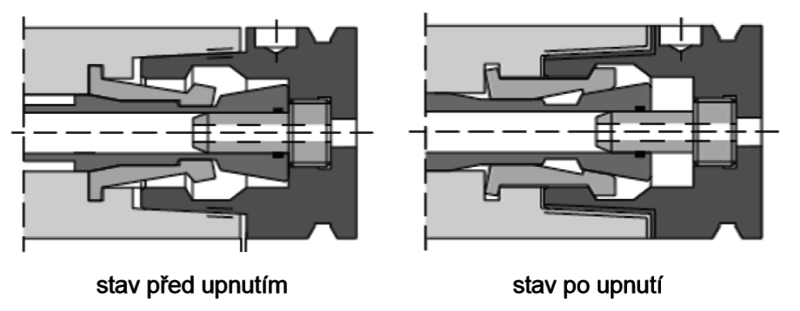
Obr. 23: Princip upnutí HSK
Upnutí nástroje do držáku
V praxi se využívá mnoha možností upínání nástrojů do držáků. V současnosti se do popředí dostávají i nové moderní trendy upínání při zachování bezpečnosti a spolehlivosti upnutí.
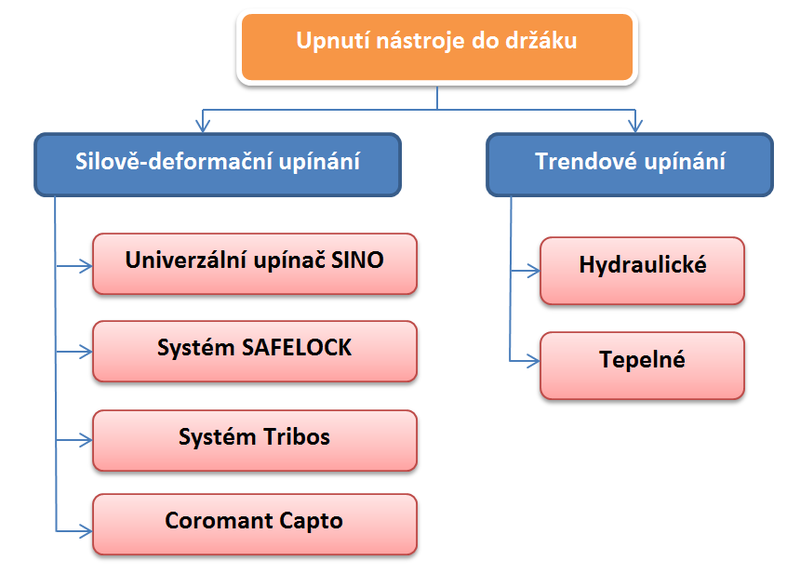
Obr. 24: Rozdělení upínání nástrojů do držáku
Silově deformační upínání
Upnutí nástroje musí odpovídat určitá síla, která zabezpečí uložení nástroje vzhledem k obrobku a nedopustí jeho samovolné uvolnění. Silové deformační upnutí nástroje probíhá v oblasti pružné (elastické deformace). Upínací postup je tedy možné opakovat bez počtu omezení.
V současné době se využívají tyto systémy:
Tribos
Pracuje na principu polygonálního upínání. Upínací dutina má tvar podobný zaoblenému trojúhelníku. Vlivem působení hydraulického zařízení dostane dutina válcový tvar. Poté se do dutiny vloží nástroj a následně dojde k uvolnění tlaku hydraulického zařízení. Tím se dutina snaží vrátit zpátky do původního tvaru a je upnuta stopka nástroje.
Výhody:
- vysoká bezpečnost upnutí,
- dlouhá životnost nástrojů,
- možnost použití vysokých otáček vřetene,
- nevzniká potřeba externího zdroje energie,
- malé obvodové házení nástroje.
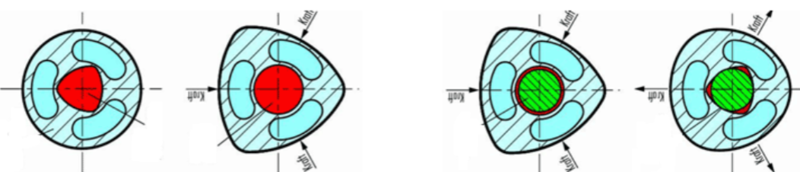
Obr. 25: Princip upnutí systému Tribos
 Obr. 26: Upínač Tribos
Obr. 26: Upínač Tribos
Pro upnutí nástroje do držáku je potřeba přídavné hydraulické zařízení. Dochází zde k deformaci deformovatelné části upínače.
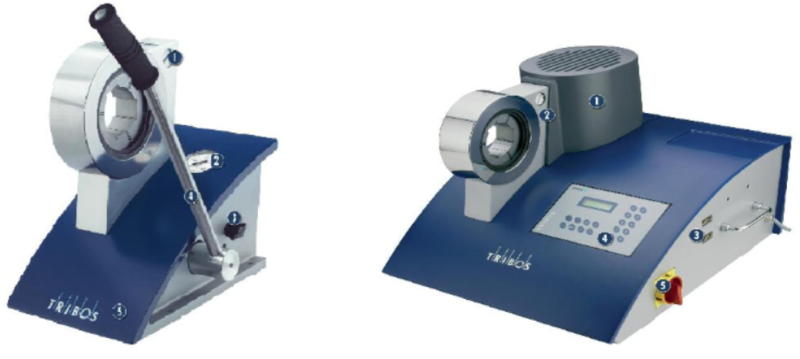 Obr. 27 Hydraulické zařízení pro upínání systému Tribos
Obr. 27 Hydraulické zařízení pro upínání systému Tribos
Univerzální upínač SINO
Systém vyvinut jako náhrada klasických mechanických upínačů typu Weldon a kleštinových upínačů. Pracuje na podobném principu jako hydraulické upínače, ale tlakové médium zde není kapalina, ale tvrdý elastomer. Tlak vzniká dotahováním upínacího pouzdra hákovým klíčem a přenáší se prostřednictvím elastického tlakového média na rozpínací pouzdro. Tím se pouzdro rovnoměrně stahuje k ose rotace.
Použití:
- pro hrubovací operace,
- pro dokončovací frézování a další operace.
Výhody:
- vysoká upínací síla,
- výborné tlumení vibrací,
- rychlá a jednoduchá výměna nástrojů,
- schopnost přenosu velkých krouticích momentů,
- malé obvodové házení.
 Obr. 28: Univerzální upínač SINO
Obr. 28: Univerzální upínač SINO
Coromant Capto
Jedná se o první modulární rychlovýměnný nástrojový systém, který je efektivně využitelný pro všechny varianty obrábění řeznými nástroji. Systém je rozpoznatelný dle kuželové polygonální stopky s čelní dosedací plochou. Kuželový polygon je do upínací jednotky vtahován pod přepětím, a tím vytváří z hlediska namáhání ohybem a krutem stabilní spojení. Standardně je konstruován pro vnitřní přívod chladicí kapaliny.
Použití:
- pro všechny typy obráběcích strojů (i pro univerzální stroje) a způsoby obrábění,
- pro ruční i automatickou výměnu nástrojů.
Výhody:
- ve srovnání se systémy ISO a HSK menší rozměry a tedy i hmotnost a jednodušší manipulace,
- možnost plného využití výkonu stroje,
- možnost využití rozšiřujícího sortimentu nástrojů pro víceúčelové obrábění.(2)
 Obr. 29: Coromant Capto
Obr. 29: Coromant Capto
Trendové upínání
Jedná se o použití principu plastické deformace materiálu jako u silově-deformačního upínání. Rozdíl je v principu vyvolání zmíněné deformace.
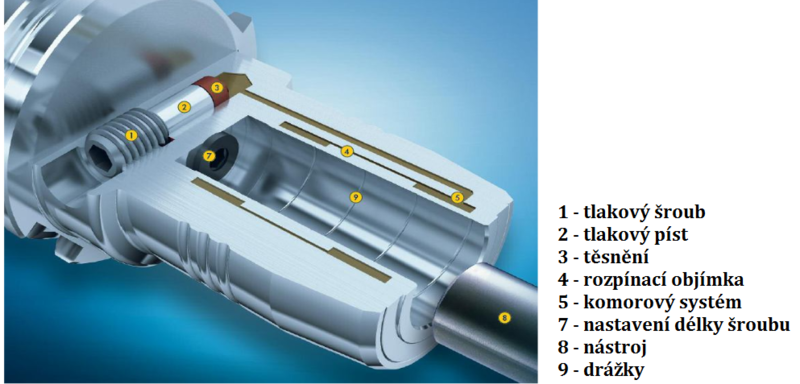
Hydraulické upínání
Otáčením upínacího šroubu se vytváří rovnoměrný tlak hydraulické kapaliny uvnitř upínače. Tento tlak působí na upínací pouzdro, které pevně a přesně upne vložený nástroj. Pro upnutí menších nástrojů lze použít redukční pouzdra.
Použití:
- pro upínání nástrojů i obrobků u širokého spektra obráběcích operací.
Výhody:
- nejuniverzálnější upínače,
- vysoká přesnost upnutí,
- dobré tlumení vibrací. (2)
 Obr. 30: Princip hydraulického upnutí
Obr. 30: Princip hydraulického upnutí
Tepelné upínání
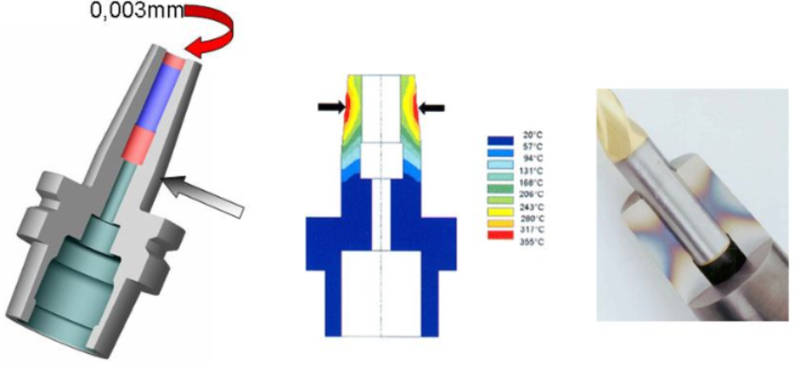
Další možností upínání nástrojů je využití systému tepelného upínání nástrojů. Tato nová koncepce umožňuje upínání nástrojů zejména pro vysokorychlostní obrábění. Princip upínání spočívá v teplotní roztažnosti materiálů. Nástrojové držáky jsou vyrobeny ze speciálního materiálu, jehož ohřevem dojde ke zvětšení otvoru pro upnutí nástroje. Obsluha pouze vloží nástroj do držáku. Ochlazením dojde ke smrštění držáku, a tím k upnutí nástroje. K ohřátí nástrojového držáku je nutné zařízení, které v krátkém čase dokáže upnout nástroj (nejrychlejší ohřev se dosáhne využitím principu elektrické indukce – doba ohřevu se pohybuje přibližně kolem 5 sekund). Důležitá je také velká rychlost ochlazení nástrojového držáku. Upínací přístroje bývají konstruovány univerzálně, tzn., že lze upínat a chladit držáky různých velikostí od různých dodavatelů. Lze upínat tvrdokovové i HSS nástroje od průměru 3 mm. Pro malé průměry se využívají velice přesné kleštiny. (3)
 Obr. 31: Zařízení s indukčními cívkami pro ohřev nástrojových držáků
Obr. 31: Zařízení s indukčními cívkami pro ohřev nástrojových držáků
Použití:
- pro vysokootáčkové obrábění.
Výhody:
- přesné, komfortní, rychlé, jednoduché a tuhé upnutí.
- lze přenášet velké krouticí momenty (díky velké upínací síle),
- možnost použití maximálních otáček vřetene. (2)
 Obr. 32: Tepelné upínání fréz
Obr. 32: Tepelné upínání fréz
Ostření fréz
Frézy celistvé a frézy s pájenými břity se po otupení dají přeostřit. Pro ostření fréz z RO se používají klasické brusné kotouče vyrobené z oxidu hlinitého o zrnitosti 32 až 25, popř. kotouče z kubického nitridu boru. Na frézy z SK se pro ostření používají kotouče z karbidu křemíku o zrnitosti 40 až 25, nebo moderní diamantové kotouče.
Frézy s frézovanými zuby se ostří miskovým nebo hrncovým brousicím kotoučem na hřbetu zubu, kdy se zub při tom opírá o opěrku. Ta má osu níž, než je osa frézy, výškou opěrky se nastavuje velikost úhlu hřbetu. Při ostření se fréza posunuje ve směru osy podél opěrky a zub se k ní přitlačuje. Tímto způsobem se dají ostřit i zuby ve šroubovici.
Frézy s podsoustruženými zuby se ostří na čele zubu – z důvodu zachování profilu frézy. Ostření se provádí talířovými brousicími kotouči, u přímých zubů plochou stranou a u zubů ve šroubovici kuželovou stranou kotouče.
U moderních ostřících CNC strojů je ostření ploch řízeno programem. Zde se používají kotouče PKBN nebo DIA, protože mají velkou trvanlivost a také vysoký výkon.
- STAVINOHA, Zdeněk. Druhy a rozdělení fréz. [online]. Digitální učební materiály - Technologie frézování. Internetový portál COPTEL, 2009-2014 [cit. 2014-12-09]. Dostupné z: http://coptel.coptkm.cz/?action=2&doc=39657&docGroup=-1&cmd=0&instance=22
- KOMÁREK, Miroslav. Rotační upínací elementy nástrojů jako příslušenství obráběcích strojů. Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, 2011. 44s., 6 příloh
- NEZNÁMÝ. Nová koncepce tepelného upínání nástrojů. [online]. MM Průmyslové spektrum, 2004 [cit. 2014-12-09]. Dostupné z: http://www.mmspektrum.com/clanek/nova-koncepce-tepelneho-upinani-nastroju.html
Obrázky:
- Obr. 21 až 30: KOMÁREK, Miroslav. Rotační upínací elementy nástrojů jako příslušenství obráběcích strojů. Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, 2011. 44s., 6 příloh
Prezentace:
- Frezovani-nastroje pro frezovani – Projekt: EU - peníze středním školám pro Olomoucký kraj, registrační číslo CZ.1.07/1.5.00/34.0916.
- Upinani nastroju a obrobku – Projekt: Inovace oboru Mechatronik pro Zlínský kraj, registrační číslo CZ.1.07/1.1.08/03.0009.
- Nastroje, upinani nastroju a obrobku, zakladni práce – Projekt: EU - peníze středním školám pro Ústecký kraj, registrační číslo CZ.1.07/1.5.00/34.0771.
- Prakticky postup pri upinani nastroju na frezkach – odborny vycvik – Projekt: EU - peníze středním školám pro Zlínský kraj, CZ.1.07./1.5.00/34.0727.
- Pokud není uvedeno jinak, autorkou obrázků a videí je Ing. Hana Sochová. Obrázky mohou být také součástí citovaných digitálních materiálů.
Tyto otázky jsou vhodné i pro žáky ZŠ
Jak se nazývá nástroj určený k frézování?
Charakterizujte frézu a určete materiály, ze kterých se vyrábí?
Uveďte základní hlediska, podle kterých rozdělujeme frézy.
Jakým způsobem upínáme frézy? Jaké jsou kladeny požadavky na upínací systém nástrojů?
Jaká platí pravidla pro upínání fréz?
Jakým způsobem provádíme ostření fréz?
Při frézování používáme vícebřité rotační nástroje - frézy.
První frézy byly vyrobeny na konci osmnáctého století. Břity fréz se podobaly pilníkům, proto se hlavně využívaly v zámečnictví na pilovací práce.
Souhrnné testy pro ověření znalostí naleznete v kapitole "Frézování".