
Řezné podmínky při frézování
Volba řezných podmínek
Volba řezných podmínek je závislá na vstupních parametrech:
- druhu obráběného materiálu,
- materiálu břitu řezného nástroje,
- způsobu práce,
- způsobu upnutí obrobku,
- druhu řezné kapaliny.
Stanovení optimálních řezných podmínek
Složky řezných podmínek:
- Posuv - sot (fot), sz (fz) [mm] nebo smin (fmin) [mm/min].
Jedná se o dráhu, kterou urazí nástroj za určitou časovou jednotku.
- Hloubka řezu – h (ap) [mm].
Je závislá na způsobu obrábění – zda hrubujeme nebo frézujeme na čisto
- Řezná rychlost – v [m/min].
Jedná se o obvodovou rychlost nástroje.
Posuv
Posuv je dán délkou vzájemného posunutí obrobku a nástroje při obrábění. Rozlišujeme tyto druhy posuvů:
- posuv na zub sz (fz) mm],
- posuv na otáčku frézy sot (fot) [mm],
- posuv za minutu smin (fmin) [mm/min].
Vzájemný vztah těchto posuvů lze vyjádřit:
smin = n . sot = n . sz . z [mm/min]
n … otáčky vřetena s nástrojem (frézou) [ot/min]
z … počet zubů frézy.
Při volbě posuvu se volí posuv na zub, při nastavování posuvové rychlosti stolu se vychází z posuvu za minutu.
Rychlost posuvu rovněž závisí na:
- obrobitelnosti materiálu obrobku,
- druhu použité frézy,
- na průřezu třísky,
- na požadované drsnosti obrobené plochy.
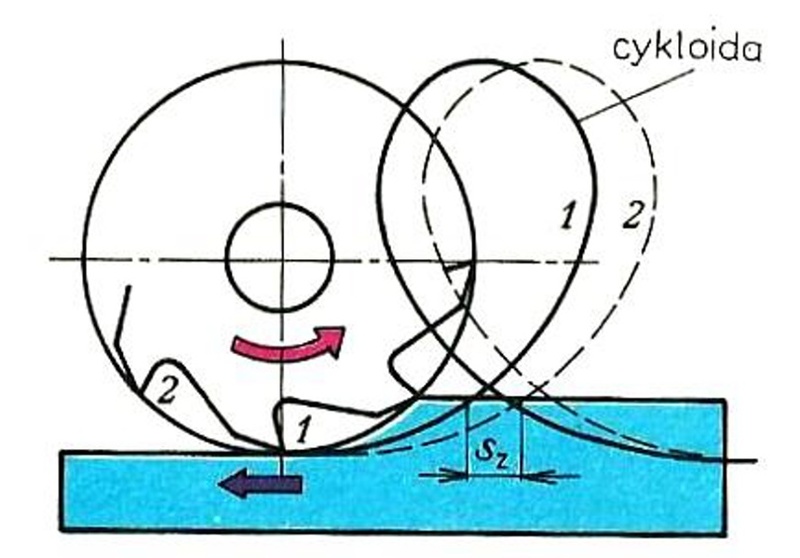 Obr. 1: Schéma vzájemného posunutí obrobku a nástroje
Obr. 1: Schéma vzájemného posunutí obrobku a nástroje
Hloubka řezu
Hloubka řezu h (ap) se volí podle přídavku na obrábění. Při hrubovacím frézování bývá obvykle 3 až 10 mm, u výkovků a odlitků až 30 mm, při frézování na čisto 1 mm. Největší hloubka řezu je omezena tuhostí soustavy stroj – obrobek – nástroj.
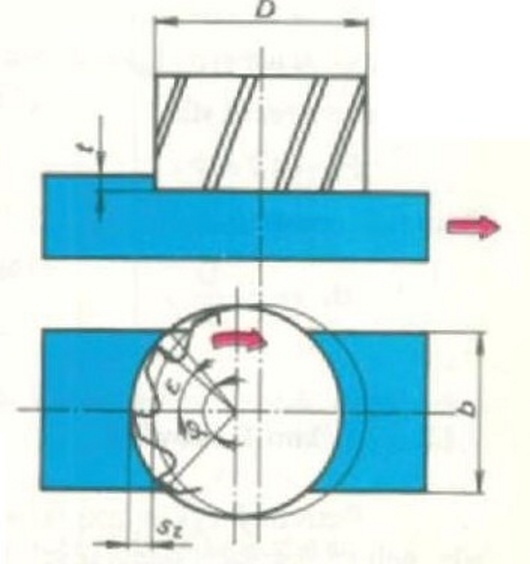 Obr. 2: Schéma tloušťky při čelním frézování
Obr. 2: Schéma tloušťky při čelním frézování
Řezná rychlost
Řezná rychlost v se měří na největším průměru frézy – jedná se tedy o obvodovou rychlost frézy.
Výpočet řezné rychlosti
v = π . D . n / 1000 [m/min]
n … otáčky vřetena s nástrojem (frézou) [ot/min]
D … průměr nástroje [mm]
Pro práci na frézkách ale potřebujeme znát otáčky vřetena, ty vyjádříme z předchozího vztahu:
n = v / π . D [ot/min]
Pokud nelze otáčky přesně nastavit, nastavují se otáčky nejbližší nižší.
Výpočet průřezu třísky, řezných sil pro frézování a výkonu stroje
Průřez třísky
Průřez třísky je při frézování proměnlivý, neboť během záběru se mění tloušťka třísky. Maximální průřez třísky odebírá zub frézy v okamžiku, kdy je tloušťka třísky maximální.
Sz max = amax . b [mm2]
Průřez třísky odebíraný jedním zubem frézy
Sz = a . b [mm2]
a … tloušťka třísky [mm]
b … šířka třísky [mm]
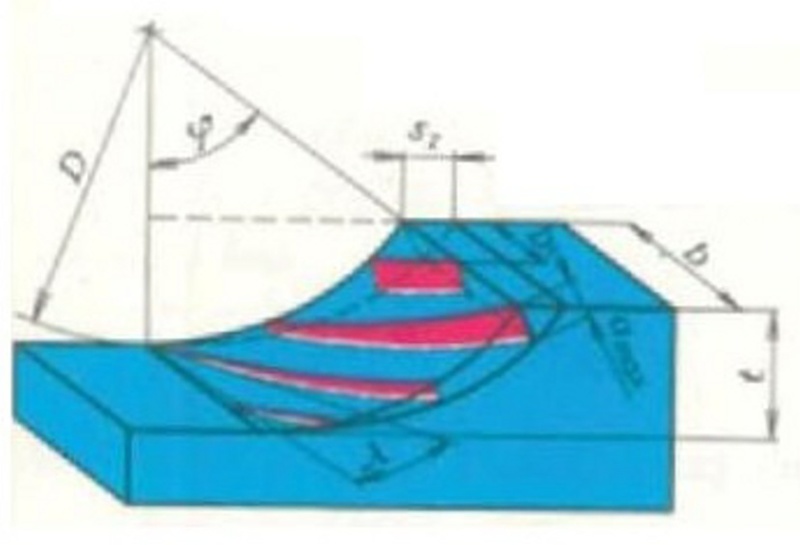 Obr. 3: Průřez třísky při frézování válcovou třískou
Obr. 3: Průřez třísky při frézování válcovou třískou
Obr. 4: Průřez třísky při čelním frézování
Řezné síly při frézování
Řezné síly působící na zub frézy vypočteme z měrného řezného odporu p a plochy průřezu S odebírané třísky.
Výpočet řezné síly
F = p. S [N]
S … průřez třísky [mm2]
p… řezný odpor [MPa]
Frézování válcovou frézou - obvodová řezná síla
Fz = h . b . kt . p [N]
h … hloubka řezu [mm]
b … šířka frézování [mm]
kt … součinitel korekce frézovaného průřezu
p … řezný odpor [MPa]
kde kt = sz . z / π . D
sz … posuv na zub [mm]
D … průměr frézy [mm]
z … počet zubů frézy
Frézování čelní frézou - obvodová řezná síla
Fz = h . b . kt . p [N]
Výkon při frézování
Výkon při frézování se počítá buď z obvodové řezné síly, nebo z množství odebraných třísek.
Užitečný výkon
Puž = Fz .v [W]
Fz ... obvodová řezná síla [N]
v ... řezná rychlost [m/min]
Potřebný příkon elektromotoru
Pe = Puž / η [W]
Fz … obvodová řezná síla [N]
η … účinnost strojního zařízení [%]
Krouticí moment
Krouticí moment Mk se vypočítá z obvodové řezné síly a poloviny průměru frézy.
Mk = Fz . D / 2 [N . m]
Fz … obvodová řezná síla [N]
D … průměr frézy [mm] (1)
Přesnosti a jakosti povrchu dosahované při frézování
Přesnost rozměrů a jakost povrchu jsou ovlivněny druhem a kvalitou frézovacího nástroje (z hlediska použití řezných podmínek), tuhostí a přesností stroje, způsobem frézování a použitou řeznou kapalinou pro chlazení nástroje a mazání obrábění plochy. Na drsnost povrchu má vliv také přesnost seřízení nástroje (např. u frézovacích hlav). Volba optimálních řezných podmínek má také vliv na požadované přesnosti a jakosti povrchu (drsnost), které jsou předepsány výkresovou dokumentací. (2)
Přesnost rozměrů IT
| Válcové frézy | Frézovací hlavy | ||
| hrubování | |||
| do délky 300 mm | IT 10 – 12 | do délky 300 mm | IT 9 – 11 |
| do délky 1200 mm | IT 11 – 13 | do délky 1200 mm | IT 9 – 12 |
| dokončování | |||
| do délky 300 mm | IT 9 – 11 | do délky 300 mm | IT 7 – 10 |
| do délky 1200 mm | IT 9 – 12 | do délky 1200 mm | IT 8 – 11 |
| jemné frézování | |||
| - | - | - | IT 7 - 8 |
Drsnost povrchu Ra
| Válcové frézy | Frézovací hlavy | ||
| hrubování - hodnoty drsnosti Ra [µm] | |||
| do délky 300 mm | Ra 6,3 – 25 | do délky 300 mm | Ra 6,3 – 25 |
| do délky 1200 mm | Ra 6,3 – 25 | do délky 1200 mm | Ra 6,3 – 25 |
| dokončování - hodnoty drsnosti Ra [µm] | |||
| do délky 300 mm | Ra 1,6 – 6,3 | do délky 300 mm | Ra 1,6 – 3,2 |
| do délky 1200 mm | Ra 1,6 – 6,3 | do délky 1200 mm | Ra 1,6 – 3,2 |
| jemné frézování | |||
| - | - | - | Ra 0,8 – 1,6 |