
Řezná síla
Při obrábění broušením můžeme pomocí kinematiky rozlišovat hlavní řezný pohyb a vedlejší posuvný pohyb. Obrobek vždy vykonává přímočarý nebo rotační vedlejší pohyb a nástroj pracovní rotační pohyb, definovaný jako hlavní, tzv. řezný pohyb. Výsledný pohyb je potom dán většinou výslednicí pohybu obrobku a brusného kotouče.
Určující pro jednotlivé způsoby broušení jsou jeho pohyby a rychlosti při broušení. – např. pro obvodové vnější broušení „dokulata“ (broušení rotačních, zejména válcových ploch) radiálním způsobem.
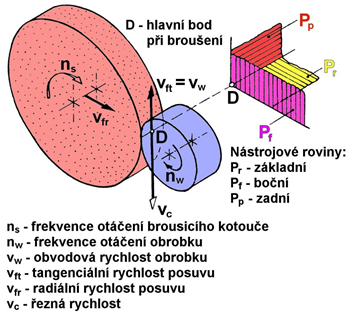
Obr. 1: Obvodové broušení rotačních ploch radiálním způsobem
Řezná rychlost:

ds – průměr brousícího kotouče [mm]
ns – otáčky brousícího kotouče [min-1]
Protože obvodová rychlost brusného kotouče je několikanásobně větší než rychlost posuvu obrobku, považujeme za řeznou rychlost obvodovou rychlost brusného kotouče. Posuv je definován jako posun brusného kotouče za jednu otáčku obrobku.
Obvodová rychlost vw při broušení rotačních ploch:

dw – průměr obrobku [mm]
nw – otáčky obrobku [min-1]
Tloušťka třísky při broušení
Tloušťka třísky se při broušení vypočítává velmi složitě, protože je odebírána jednotlivými zrny brusného kotouče. Z tohoto důvodu se při broušení počítá teoretická hodnota ekvivalentní tloušťky broušení heq.
Vztah pro vnější obvodové tangenciální broušení dokulata:

fr – radiální posuv stolu brusky [mm]
Vztah pro vnější obvodové axiální broušení dokulata:

vw – obvodová rychlost obrobku [m.min-1]
vc – řezná rychlost [m.s-1]
vfs – axiální rychlost posuvu stolu brusky [m.min-1]
fa – axiální posuv stolu brusky na jednu otáčku obrobku [mm]
nw – otáčky obrobku [min-1]
Vztah pro ekvivalentní tloušťku broušení u rovinného tangenciálního broušení s přímočarým pohybem stolu:

ae – pracovní záběr [mm]
vc – řezná rychlost [m.s-1]
vft – tangenciální rychlost posuvu stolu brusky [m.min-1]
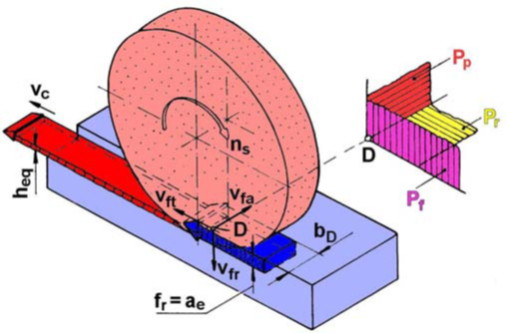
Obr. 2: Rovinné obvodové tangenciální broušení s přímočarým pohybem
Řezná síla při broušení
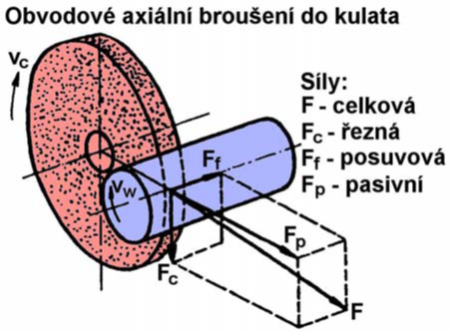
Obr. 3: Rozložení síly při obvodovém axiálním broušení dokulata
Při broušení se působící síla rozkládá do třech vzájemně kolmých směrů. Výsledná řezná síla je součtem tří na sebe kolmých složek síly:
Fc – hlavní síla ležící ve směru řezné rychlosti
Fp – pasivní síla kolmá k broušené ploše
Ft – posuvová síla, působící ve směru podélného posuvu (kolmo na rovinu otáčení kotouče)
Při broušení ovlivňují velikost celkové síly vlastnosti obráběného materiálu, způsob broušení, řezné podmínky, zrnitost brusiva, druh a tvrdost pojiva a struktura brusného kotouče.
Vztah pro výpočet řezné síly při obvodovém axiálním broušení vnějších rotačních ploch:

ae – pracovní záběr [mm]
vw – obvodová rychlost obrobku [m.min-1]
fa – axiální posuv stolu brusky na jednu otáčku obrobku [mm]
Řeznou složku síly lze vypočítat rovněž ze vztahu:
Fc = kc . AD [N]
kc – měrná řezná síla [MPa]
AD – průřez třísky [mm2]
Měrná řezná síla kc se pohybuje v hodnotách 10 až 35 000 MPa u ocelí a 4 000 až 12 000 MPa u litin. Nižší hodnoty kc platí pro hrubování a vyšší pro broušení na čisto.
Způsob broušení ovlivňuje průřez třísky AD. U vnějšího obvodového axiálního broušení do kulata je možné použít výpočtový vztah:

nw – otáčky obrobku [min-1]
vfa – axiální rychlost posuvu stolu brusky [m.min-1]
fa – axiální posuv stolu brusky na jednu otáčku obrobku [mm]
heq – ekvivalentní tloušťka broušení [mm]
Pro výpočet průřezu třísky při rovinném obvodovém tangenciálním broušení s přímočarým pohybem stolu můžeme použít vztah:
AD = bD . heq [mm2]
bD – šířka aktivní části brousícího kotouče [mm]
heq – ekvivalentní tloušťka broušení [mm]