Strojní časy
Výpočet jednotkového strojního času se odvíjí od způsobu broušení.
Pro vnější axiální broušení do kulata s radiálním posuvem stolu o hodnotu fr na každý zdvih stolu, bez vyjiskřování má vztah pro výpočet jednotkového strojního času tvar:

vfa – axiální rychlost posuvu stolu brusky [m.min-1]
fr – radiální posuv stolu brusky na jeden axiální zdvih stolu [mm]
p – přídavek na broušení [mm]
nw – otáčky obrobku [min-1]
fa – axiální posuv stolu brusky na jednu otáčku obrobku [mm]
lw – délka obrobku [mm]
bs – šířka brousícího kotouče [mm]
la – dráha pohybu stolu brusky v axiálním směru [mm] (la= lna+ lw+ lpa)
lna – délka náběhu v axiálním směru [mm] (3mm)
lpa – délka přeběhu v axiálním směru [mm] (lpa= lna+ bs/2)
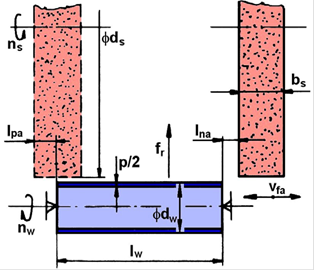
Obr. 1: Obrázek pro výpočet jednotkového strojního času pro obvodové axiální broušení
Výpočtový vztah pro výpočet jednotkového strojního času u rovinného obvodového broušení s přímočarým pohybem stolu a při axiálním posuvu stolu o hodnotu Fa na každý zdvih stolu, bez vyjiskřování:

lt= lpt+ lat+ lw – dráha pohybu stolu brusky v tangenciálním směru [mm]
vzor - délka náběhu v tangenciálním směru [mm]
la - dráha pohybu stolu brusky v axiálním směru [mm] (la= lna+ lw+ lpa)
lna – délka náběhu v axiálním směru [mm] (lna= bs/2)
lw – délka obrobku [mm]
lpt – délka přeběhu v tangenciálním směru [mm] (lpt= lat)
lpa – délka přeběhu v axiálním směru [mm]
ds – průměr brousícího kotouče [mm]
bw – šířka broušené plochy [mm]
fa – axiální posuv stolu brusky na jeden zdvih v tangenciálním směru [mm]
ae – pracovní záběr [mm]
p – přídavek na broušení [mm]
vft – tangenciální rychlost posuvu stolu brusky [m.min-1]
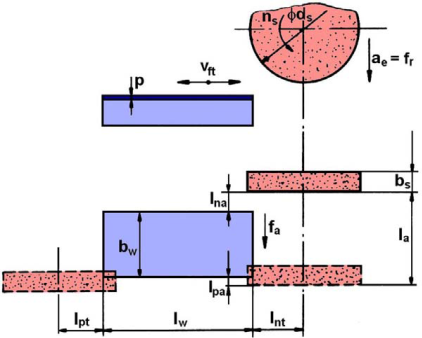
Obr. 2: Obrázek pro výpočet jednotkového strojního času pro rovinné obvodové broušení
- FRISCHHEZ, Adolf. Technologie zpracování kovů: Učeb. text pro stř. odb. šk. a stř. odb. učil. stroj. zaměření. 1, Základní poznatky. Praha: Wahlberg, 1993. 268 s. ISBN 80-901657-2-9.
- FRISCHHEZ, Adolf. Technologie zpracování kovů: Učeb. text pro stř. odb. šk. a stř. odb. učil. především stroj. zaměření. 2, Odborné znalosti. Praha: Wahlberg, 1994. 280 s. ISBN 80-901657-2-9.
- NĚMEC, Dobroslav. Strojírenská technologie 2: Učeb. pro 2. roč. stř. prům. šk. strojnic., stud. obor Strojír technol. Vyd. 1. Praha, 1985.
- NĚMEC, Dobroslav. Strojírenská technologie: Učeb. pro 3. roč. stř. prům. šk. strojnic. 3, Strojní obrábění. 2., opr. vyd. Praha, 1982.
- OUTRATA, Jiří. Technologie pro brusiče pro 1. ročník technologie brusiče kovů odborných učilišť a učňovských škol. Vyd. 1. Praha, 1965.
- OUTRATA, Jiří. Technológia 2., 3: Brusič kovov. Vyd. 2., nezm. Bratislava, 1970.
- http://homel.vsb.cz/~cep77/PDF/skripta_Technologie_II_2dil.pdf
Obrázky:
- Obr. 1, 2: http://homel.vsb.cz/~cep77/PDF/skripta_Technologie_II_2dil.pdf
- Pokud není uvedeno jinak, autorem obrázků je Ing. Miroslav Hejl.
Otázky pro žáky SŠ
-
Popište postup výpočtu strojních časů při broušení válcových ploch podle obrázku a vysvětlete, jaké hodnoty budete při výpočtu dosazovat.

-
Popište postup výpočtu strojních časů při broušení rovinných ploch obvodem a čelem kotouče podle obrázku a vysvětlete, jaké hodnoty budete při výpočtu dosazovat.

Produktivita broušení je stejně jako u ostatních způsobů obrábění vyjádřena úběrem materiálu za časovou jednotku.
Hospodárný úběr a tím produktivitu je možné zvýšit chlazením vodními roztoky.