
Nástroje na protlačovaní
Protlačovací trny se z důvodu namáhání na vzpěr vyrábí kratší (250 až 500 mm), a proto pro výrobu plochy požadovaného tvaru a drsnosti potřebujeme větší množství nástrojů. Výroba, údržba i ostření protlačovacích nožů je však levnější. Skládají se z části upínací, vodicí a řezací. Protlačování je méně produktivní než protahování, ale jeho výhodou je, že obrábění může být prováděno na různých typech pomaluběžných lisů. Nejdůležitější roli při konstrukci protahovacích i protlačovacích nástrojů je tvorba třísky. Pokud vzniká drobivá tříska, je zubová mezera zaplněna celá, pokud vzniká plynulá tříska, svinuje se do spirály a zaplňuje jen částečně zubovou mezeru. Nástroj pracuje dál a další vznikající tříska stlačuje třísku předešlou, až se zaplní celá mezera. Pěchování třísky a tření o obrobenou plochu způsobuje nárůst teploty a řezného odporu. To může vést až k poškození nástroje. Proto je důležité stanovit dostatečnou rozteč zubů i velikost zubové mezery. Pro výrobních protahovacích a protlačovacích trny už se obvykle´používa rychlořezná ocel (19 816) nebo „slinutá ocel“. Zvýšení trvanlivosti lze dosáhnout pomocí povlaků (např. TiN), ale i použitím procesní kapaliny při obrábění.
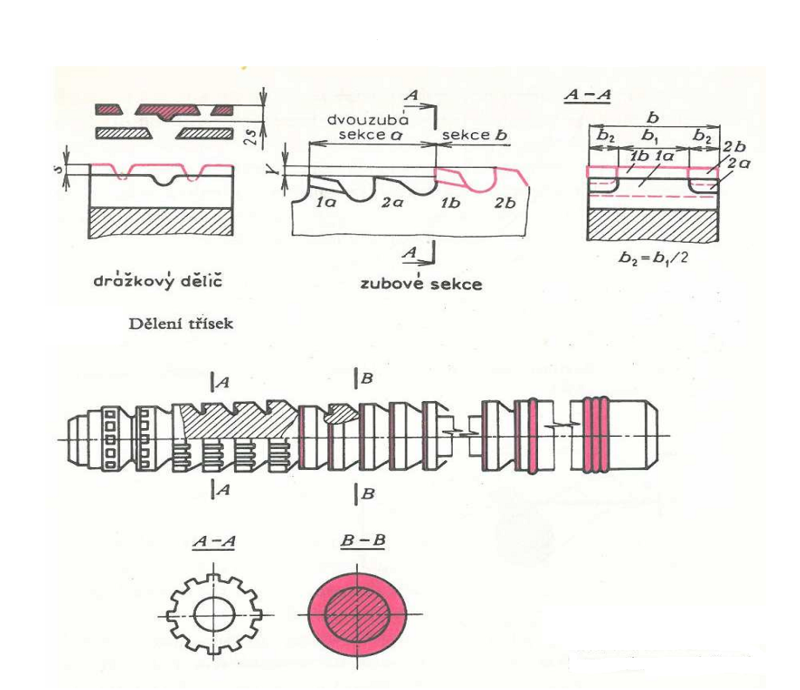
Obr. 1: Konstrukce protlačovacího trnu
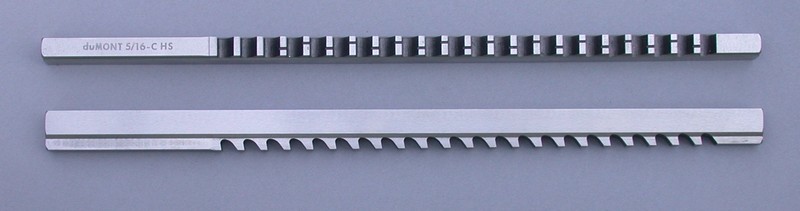
Obr. 2: Protlačovací trn
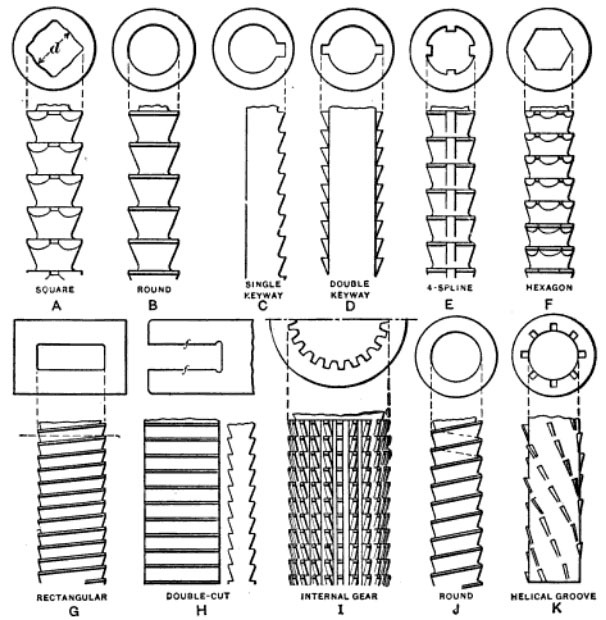
Obr. 3: Různé tvary protlačovacích a protahovacích trnů
- BOTHE, Otakar. Strojírenská technologie IV pro strojírenské učební obory. Praha: SOBOTÁLES, 1996. ISBN 80-85920-30-1.
- BRYCHTA, ČEP, NOVÁKOVÁ, PETŘKOVÁ. Strojírenská technologie II, 1. a 2.díl. Skripta. Ostrava: VŠB – Technická univerzita Ostrava, 2013.HLUCHÝ, Miroslav Ing. a kol. Strojírenská technologie 2. Praha: Scientia ISBN 80-718-3117-4.
- HUMÁR, Anton. TECHNOLOGIE I: TECHNOLOGIE OBRÁBĚNÍ - 2. část. Studijní opory pro magisterskou formu studia [online]. Brno: VUT v Brně, FSI, Ústav strojírenské technologie, 2004 [cit. 2015-01-26]. Dostupné z WWW: http://ust.fme.vutbr.cz/obrabeni/opory-save/TI_TO-2cast.pdf.
- JERSÁK, Jan. Základní konvenční technologie obrábění, protahování a protlačování. Přednáška zpracovaná v rámci projektu EduCom, registrační č. CZ.1.07/2.2.00/15.0089. [online]. [cit. 2014-08-30]. Dostupné též z: http://www.sps-ko.cz/documents/STT_obeslova/Protahov%C3%A1n%C3%AD%20a%20protla%C4%8Dov%C3%A1n%C3%AD.pdf.
- KUBÍČEK, Miroslav. Obrábění – protahování a protlačování. Výukový materiál zpracovaný v rámci operačního programu Podpora digitalizace a využití ICT na SPŠ, registrační číslo CZ. 1. 07/1.5.00/34.0374 [online]. [cit.2014-07-23]. Dostupné z www: web.spssbrno.cz/web/DUMy/STT, KOM/VY_32_INOVACE_19-12.pdf.
- MADĚRKOVÁ, Marcela. Technologie, studijní text pro tříletý učební obor zámečník. Studijní text zpracovaný v rámci operačního programu Obnova a modernizace technických oborů v Olomouckém kraji (OMTO), registrační č. CZ.1.07/1.1.04/02.0071, operační program Vzdělávání pro konkurenceschopnost, oblast podpory Zvyšování kvality ve vzdělávání, termín realizace 1. 3. 2010 – 30. 11. 2011.
- ŘASA, Jaroslav a Vladimír GABRIEL. Strojírenská technologie 3. 2. vyd. Praha: Scientia, 2005, 256 s. ISBN 80-718-3337-1.
- Studijní texty pro vzdělávací moduly v oboru zámečník zpracované v rámci operačního programu Profesní kvalifikace v systému modulárního dalšího vzdělávání (Profesmodul), registrační č. CZ.1.07/3.2.05/01.0006, operační program Vzdělávání pro konkurenceschopnost, termín realizace 1. 9. 2010 – 1. 5. 2012.
Obrázky:
- Obr. 1: KUBÍČEK, Miroslav. Obrábění – protahování a protlačování. Výukový materiál zpracovaný v rámci operačního programu Podpora digitalizace a využití ICT na SPŠ, registrační číslo CZ. 1. 07/1.5.00/34.0374 [online]. [cit. 2014-07-23]. Obrázek ve formátu PNG. Dostupné též z www: web.spssbrno.cz/web/DUMy/STT, KOM/VY_32_INOVACE_19-12.pdf.
- Obr. 2: Glenn McKechnie [online]. [cit. 2014-07-30]. Dostupný prostřednictvím Wikimedia Commons na WWW: http://commons.wikimedia.org/wiki/File%3ABroachPushChipBreakers.jpg.
- Obr. 3: Franklin Day Jones, Douglas Thomas Hamilton, Chester L. Lucas [online]. [cit. 2014-07-30]. Dostupný prostřednictvím Wikimedia Commons na WWW: http://commons.wikimedia.org/wiki/File%3ABroach_types_and_examples.jpg.
- Pokud není uvedeno jinak, jsou použité objekty vlastní originální tvorbou autora.