
Broušení závitů
Další metodou využívanou pro vytváření závitů je jejich broušení. Tato metoda se nejčastěji používá při vytváření závitů, které musí mít obzvláště přesný profil, střední průměr či stoupání. Dále se využívá při vytváření závitů do obzvláště tvrdých materiálů (např. do kalené oceli) – v těchto případech nelze závit vyhotovit jiným způsobem. Zároveň při broušení vzniká povrch vynikající jakosti s obrovskou odolností proti poškození a opotřebení.
Broušení závitů se používá při tvorbě přesných strojních součástek a přesných vodicích šroubů, závitořezných nástrojů, závitových kalibrů, mikrometrických šroubů, nástrojů na válcování závitů, aj.

Obr. 1: Broušení závitů
Při broušení závitů dochází k otáčení obrobku. Tento otáčející se obrobek se stýká s brusným kotoučem. Obrobek i kotouč jsou ve vzájemném posuvném pohybu. Stejně jako při frézování závitů posuv určuje stoupání závitu. Nejčastěji se používají podélné, zapichovací a bezhroté broušení. Způsob broušení vybíráme dle požadované přesnosti a výkonnosti.
Můžeme využívat broušení jednoprofilovým či několikaprofilovým kotoučem. Broušení jednoprofilovým kotoučem je možné pouze u podélného broušení.
Podélné broušení
Podélné broušení je proces, při němž obrobek a nástroj jsou v podélné poloze a v této poloze se závit i brousí. Podélně můžeme brousit jednoprofilovým, ale také několikaprofilovým kotoučem.
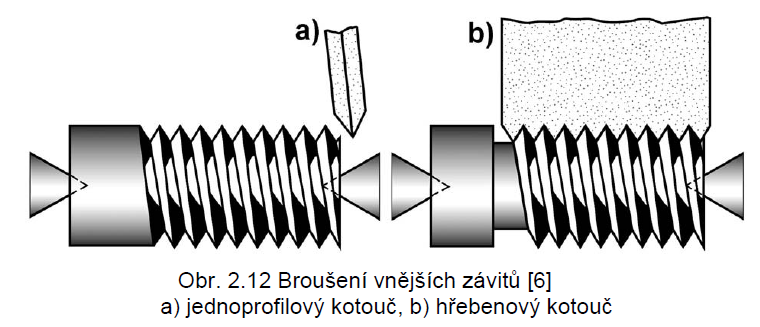
Obr. 2: Broušení vnějších závitů
Při použití jednoprofilového kotouče musí obrobek vykonat větší počet otáček. Zároveň se obrobek podélně pohybuje. Brusný kotouč je ve tvaru požadovaného profilu a tak se vytváří jeden profil po obvodě obrobek. Vytváří se přesně a rychle. Rychlé broušení je také zajištěno malou styčnou plochou kotouče a obrobku – nevzniká zde tolik tepla třením a tam je možné brousit velmi rychle a také velmi hluboko.
Jednoprofilové kotouče
Jednoprofilové kotouče se při broušení používá pro nejpřesnější výrobky. Při broušení dosahujeme přesnosti až na dvě tisíciny milimetru ve středním průměru závitu. Pomocí jednoprofilového kotouče lze vytvářet závity s velmi jemným stoupáním od 0,25 do 0,6 mm nebo se stoupáními většími než 6 mm.

Obr. 3: Broušení jednoprofilovým kotoučem
Je možné brousit v jednom směru, ale také v obou směrech podélného pohybu obrobku – záleží na stroji. Při zpracování závitu broušením je také důležité, aby se obrobek a brusný kotouč pohybovaly opačným směrem. Toto je přirozené pro broušení v jednom směru. Při broušení obousměrném je třeba změnit směr otáčení obrobku, čímž se výroba závitu celkově zpomalí.
Několikaprofilové kotouče
V tomto případě má kotouč 2 – 7 profilů řazených za sebou. Tyto profily jsou na vstupní straně zkoseny, tzn., že tyto přední profily závit hrubují a za nimi následují úplné profily, které závit dokončují do jeho finální podoby. Několikaprofilovým kotoučem tak můžeme brousit závity podstatně déle než kotoučem jednoprofilovým.

Obr. 4: Broušení několikaprofilovým kotoučem
Několikaprofilových kotoučů je také často využíváno pro vyhrubování profilů, které jsou následně dokončovány jednoprofilovým kotoučem. Větší šířka těchto kotoučů znamená prodloužení času výroby. Je nutné volit kotouč vhodné délky. Přesnost stoupání je však i u těchto kotoučů velmi velká.

