Příprava materiálu před svařováním
Anotace oblasti
Svařování je spojování vhodně připravených dílců ze svařitelných materiálů v jeden celek, tzv. svarek.
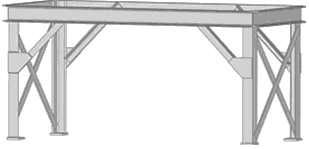
Obr. 1: Svařovaná konstrukce
Svařování patří mezi moderní způsoby výroby nerozebíratelných spojů a dnes často nahrazuje nýtování, odlévání a kování.
V dnešní době se hojně využívá aplikací, které umožňují svařované sestavy kompletně navrhnout pomocí 3D návrhu a vytvořit z něj odpovídající výkresovou dokumentaci (například systém Tekla Structures, CAD CAM systémy) .
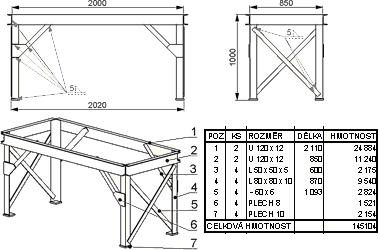
Obr. 2: Výkres svařované konstrukce
Všechny funkční plochy (ozubení, díry, drážky atd.) se obrábějí až po svaření a případném vyžíhání k odstranění vnitřního pnutí svarku.
Provedení výkresové dokumentace svarku závisí na počtu vyráběných kusů, způsobu výroby a složitosti svarku. U běžných součástí se kreslí jeden výkres svarku pro svařování a obrábění, který je doplněn o výkresy jednotlivých dílců svarku.
V hromadné, sériové výrobě a u složitějších svarků se mohou kreslit výkresy dva, výkres svarku pro svařování a výkres svarku pro obrábění.
V kusové výrobě se velmi často používá tzv. svařovací sestavení, které obsahuje údaje pro výrobu jednotlivých dílců, údaje pro jejich svaření a následné obrábění.
Značení svarů na výkresech
Značení svarů na technických výkresech určuje norma ČSN EN 22553 (01 3155).
Označení svaru se umísťuje na praporek odkazové čáry.
Praporek se přednostně kreslí vodorovně, svisle pouze při nedostatku místa. Praporek tvoří souvislá čára a s ní rovnoběžná čárkovaná čára, která určuje umístění svaru.
Odkazovou čáru a všechny značky svaru zapisujeme na výkrese tenkou čarou.
Značení svarů obsahuje tyto informace:
-
Základní značku svaru. Značka je vždy provedena tak, aby svým tvarem charakterizovala geometrii svaru.
-
Charakteristický rozměr svaru v příčném průřezu.
-
Délku svaru. U průběžného svaru je l celková délka svaru. U přerušovaného svaru je l délka stehu. Není-li délka svaru v označení uvedena, předpokládá se svar po celé délce spojovaných dílců
-
Technologii výroby svařované součásti, zapsané ve vidlici na konci praporku.
-
Doplňující značky tvaru povrchu svaru.
-
Doplňující značky dalších údajů o provedení, např. přivařená podložka apod.
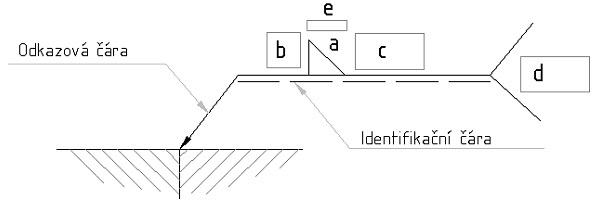
Obr. 3: Značení svaru na výkrese
a – základní značka svaru
b – velikost svaru v mm (výška průřezu svaru) a, z , s
c – délka svaru (celková délka svarového spoje na součásti),
d – údaje o zhotovení (např. svařovací technologie 111 – ruční obloukové
svařování obalenou elektrodou)
e – doplňující značka povrchu svaru ( ̶ plochý, ∩ převýšený, ∪ vydutý, Z střídavý)
Zobrazení a zakótování dílce
U svařovacího sestavení zpracujeme všechny podklady do jednoho výkresu, včetně tvaru upravovaných dílců z plechu.
Postup je následující. Pro každý díl vytvoříme nový základní pohled a umístíme ho na výkresovém listě. V prohlížeči součásti pohled vybereme a budeme postupně odstraňovat viditelnost dílu, vyjma toho, který na být zobrazen. Díl zakótujeme a upravíme popisku.
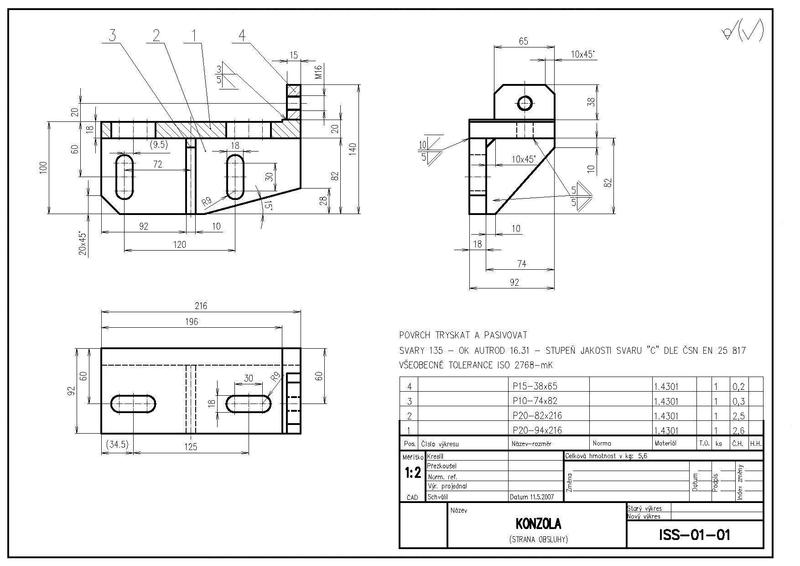
Obr. 4: Výkres svařence
Výkres svařované sestavy musí obsahovat:
-
poziční čísla jednotlivých dílů
-
popisové pole se seznamem položek – na poslední položce se uvede použitá elektroda
-
kóty pro správné sestavení svarku
-
značky svarů – zobrazení svarů se nekreslí, nad kusovníkem je účelné uvést celkovou délku svaru (10V 700; 12 I 950)
-
kóty pro obrobení svarku, včetně značek struktury povrchu a tolerancí tvaru a polohy
Příprava a úprava svarových ploch před svařováním
Pro zajištění dokonalého spojení svarového kovu a základního materiálu musíme upravit na svařovaných dílech svarové plochy. Svarové plochy mají různé tvary, které pro určitý způsob svařování stanovují normy.
Rozměry a tvar svarových ploch ovlivňuje:
-
Svařovaný materiál (různá tepelná roztažnost např. oceli, mědi, slitin hliníku).
-
Tloušťka svařovaných dílů (různá přístupnost ke kořeni svaru).
-
Způsob svařování (jiné úhly rozevření jsou např. pro svařování ruční plamenové a pro svařování tavící se elektrodou v CO2 při stejné tloušťce svařovaného ocelového plechu).
-
Konstrukční řešení svařovaných dílů a místní přístupnost pro operaci svařování.
-
Technologie svařování, možnost předehřevu dílu a kontroly svaru.
-
Provozní podmínky svarového spoje, druh zatížení (statické, dynamické).
-
Výrobní možnosti (svarové plochy je možno např. frézovat, soustružit, řezat kyslíkem).

Obr. 5: Tvary svarových ploch pro tupé jednostranné svary
Svarové plochy musí před svařováním odpovídat určitým zásadám a požadavkům jako je čistota plochy, odmaštění, odstranění nátěrů, rzi, atd. Mastnotu lze odstranit např. technickým benzínem a rez pomocí ocelového kartáče, odrezovače, atd.
Povrchové nátěry se odstraňují např. odbroušením.
Povrchy a hrany spojovaných svarových ploch musí být bez trhlin a vrubů.
Pokud je na svarových plochách nějaká vada, tak musí být opravena.
K přípravě stykových svarových ploch se používá ruční nebo strojní obrábění (broušení, frézování, řezání, soustružení).
Hodnoty tvarů a rozměrů svarových ploch pro ruční obloukové svařování, svařování v ochranných plynech a plamenové svařování pro všechny druhy ocelí jsou uvedeny v mezinárodní normě ČSN EN 29692. Norma obsahuje rozměry svarových úkosů, které vytvářejí nejpříznivější podmínky pro svařování.
- AMBROŽ, Oldřich. KUBÍČEK, Jaroslav. KANDUS, Bohumil. Technologie svařování a zařízení. Ostrava, Zeross 2001
- BERNASOVÁ, Eva a kol.: Svařování. Praha, SNTL 1987
- Příprava ocelových konstrukcí na svařování – SM26 – realizační tým partnerských SOŠ Olomouckého kraje, Profesmodul, EPAVA Olomouc a.s., vydání první, Olomouc 2012. CZ1.07/3.2.05/01.0006.
- Autor neznámý. [cit. 2014-11-23], dostupné z: http://strojirenstvi-ucivo.blogspot.com
- Autor neznámý. [cit. 2014-11-23], dostupné z: http://www.strojarskatechnologia.info
- Autor neznámý. [cit. 2014-11-23], dostupné z: http://www.svarak.cz
- Autor neznámý. [cit. 2014-11-23], dostupné z: http://www.mmspektrum.com
- Autor neznámý. [cit. 2014-11-23], dostupné z: http://www.okstavebni.cz/technologicke-svarence
Obrázky:
- Obr. 1: Svařovaná konstrukce. KOLEKTIV AUTORŮ. Svařování tenkých plechů, drátů a profilů, studijní text k modulu vzdělávacího programu Profesmodul, EPAVA Olomouc, vydání první, Olomouc 2012. CZ1.07/3.2.05/01.0006.
- Obr. 2: Výkres svařované konstrukce. KOLEKTIV AUTORŮ. Svařování tenkých plechů, drátů a profilů, studijní text k modulu vzdělávacího programu Profesmodul, EPAVA Olomouc, vydání první, Olomouc 2012. CZ1.07/3.2.05/01.0006.
- Obr. 3: Značení svaru na výkrese. KOLEKTIV AUTORŮ. Svařování tenkých plechů, drátů a profilů, studijní text k modulu vzdělávacího programu Profesmodul, EPAVA Olomouc, vydání první, Olomouc 2012. CZ1.07/3.2.05/01.0006.
- Obr. 4: Výkres svařence. KOLEKTIV AUTORŮ. Svařování tenkých plechů, drátů a profilů, studijní text k modulu vzdělávacího programu Profesmodul, EPAVA Olomouc, vydání první, Olomouc 2012. CZ1.07/3.2.05/01.0006.
- Obr. 5: Tvary svarových ploch pro tupé jednostranné svary. KOLEKTIV AUTORŮ. Svařování tenkých plechů, drátů a profilů, studijní text k modulu vzdělávacího programu Profesmodul, EPAVA Olomouc, vydání první, Olomouc 2012. CZ1.07/3.2.05/01.0006.
- Obr. 6: Svařenec - svarek. Autor neznámý. [cit. 2014-11-23], dostupné z: http://www.okstavebni.cz/technologicke-svarence
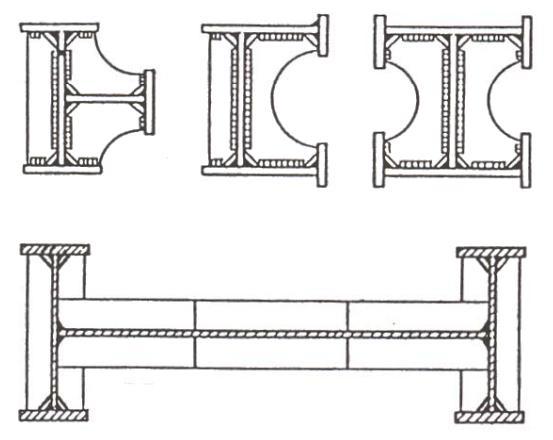
- Obr. 7: Deskové konstrukce. KOLEKTIV AUTORŮ. Svařování tenkých plechů, drátů a profilů, studijní text k modulu vzdělávacího programu Profesmodul, EPAVA Olomouc, vydání první, Olomouc 2012. CZ1.07/3.2.05/01.0006.
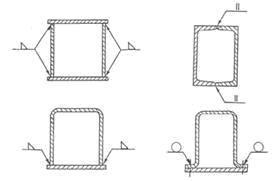
- Obr. 8: Skříňové konstrukce. KOLEKTIV AUTORŮ. Svařování tenkých plechů, drátů a profilů, studijní text k modulu vzdělávacího programu Profesmodul, EPAVA Olomouc, vydání první, Olomouc 2012. CZ1.07/3.2.05/01.0006.
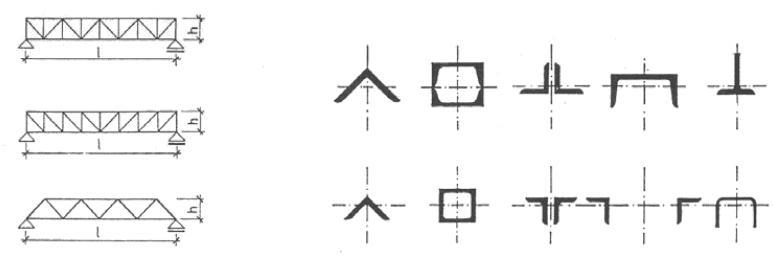
- Obr. 9: Příhradové konstrukce. KOLEKTIV AUTORŮ. Svařování tenkých plechů, drátů a profilů, studijní text k modulu vzdělávacího programu Profesmodul, EPAVA Olomouc, vydání první, Olomouc 2012. CZ1.07/3.2.05/01.0006.
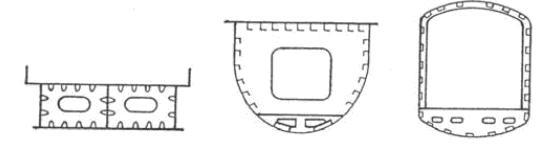
- Obr. 10: Skořepinové konstrukce. KOLEKTIV AUTORŮ. Svařování tenkých plechů, drátů a profilů, studijní text k modulu vzdělávacího programu Profesmodul, EPAVA Olomouc, vydání první, Olomouc 2012. CZ1.07/3.2.05/01.0006.
- Obr. 11: Komůrkové konstrukce. KOLEKTIV AUTORŮ. Svařování tenkých plechů, drátů a profilů, studijní text k modulu vzdělávacího programu Profesmodul, EPAVA Olomouc, vydání první, Olomouc 2012. CZ1.07/3.2.05/01.0006.
- Obr. 12: Tvary svarových ploch koutových svarů. KOLEKTIV AUTORŮ. Svařování tenkých plechů, drátů a profilů, studijní text k modulu vzdělávacího programu Profesmodul, EPAVA Olomouc, vydání první, Olomouc 2012. CZ1.07/3.2.05/01.0006.
- Obr. 13: Tvary svarových ploch tupých svarů. KOLEKTIV AUTORŮ. Svařování tenkých plechů, drátů a profilů, studijní text k modulu vzdělávacího programu Profesmodul, EPAVA Olomouc, vydání první, Olomouc 2012. CZ1.07/3.2.05/01.0006.
Druhy svařovaných konstrukcí
Z konstrukčního hlediska se svařované konstrukce dělí na:
Deskové konstrukce
-
jsou výrobně jednoduché a levné,
-
základem konstrukce jsou plechy, pásy, válcované nebo svařované profily,
-
nejsou určeny k přenosu krouticího momentu,
-
větší tloušťka stěn, v případě místního působení sil se používají příčné nebo podélné výztuhy
Obr. 7: Deskové konstrukce
Skříňové konstrukce
-
jsou uzavřené, svařované z válcovaných pásů, plechů a z válcovaných nebo lisovaných profilů,
-
používají se pro přenos krouticího momentu nebo pro kombinaci ohyb-krut,
-
výhodou je velká tuhost v krutu při poměrně malé hmotnosti,
-
stabilitu vůči deformaci lze zvýšit přivařenými výztuhami,
-
svařují se mechanizovanými nebo automatizovanými metodami MAG, popř. obloukovým svařováním pod tavidlem,
-
plnostěnné skříňové nosníky se nejvíce používají v konstrukcích podstropních jeřábů a mostních svařovaných konstrukcí, hlavní rámy podvozků elektrických lokomotiv, vagonů a tramvají
Obr. 8: Skříňové konstrukce
Příhradové konstrukce
- jsou sestavené z prutů, které jsou tvořeny jedním nebo dvěma profily,
- používají se při výrobě jeřábů, hal, mostů, střech apod.,
- jsou svařeny z válcových tyčí L, T, U, I nebo trubek,
- využívají se pro konstrukce střech a věžových stavebních jeřábů,
- trubky mají vysokou stabilitu při namáhání vzpěrem ve všech směrech, nevýhodou je vyšší cena (cca o 50 % vyšší než U profil)
- konstrukce je dostatečně tuhá pro namáhání ohybem za předpokladu, že pruty jsou namáhány pouze ve směru osy,
- obecně platí – pruty horního pásu jsou namáhány tlakem a dolního pásu tahem, výplňové pruty svislé tlakem a úhlopříčně tahem,
- pruty jsou vzájemně přivařeny k sobě nebo pomocí styčníku, těžištní osy všech prutů v místě styčníku se musejí protínat v jednom bodě, styčník je místem koncentrace napětí, musí se mu věnovat zvýšená pozornost zejména u dynamicky namáhaných konstrukcí,
- uzavřenou a úhlopříčně vyztuženou příhradovou konstrukci lze použít i při namáhání krutem
Obr. 9: Příhradové konstrukce
Skořepinové konstrukce
- vyznačují se prostorovou tuhostí a velmi nízkou hmotností,
- základem typu skříňové konstrukce je rám s přivařenými bočnicemi skříňových profilů,
- krycí plechy celé skořepinové konstrukce jsou tenké, zesílené přivařenými podélnými a příčnými ohýbanými nebo lisovanými výztuhami, tloušťka výztuh se volí 0,8 – 1 tloušťky vyztužovaného plechu a tím je také zajištěna tuhost a brání se vyboulení plechu,
- tvoří nosná kostra a plechový obal, který je také nosný,
- uplatňují se při stavbě mostů, lodí, kolejových a silničních vozidel
Obr. 10: Skořepinové konstrukce
Komůrkové konstrukce
- mají velkou prostorovou tuhost při nízké hmotnosti,
- základem je skříňová konstrukce rozdělená pomocí žeber a přivařených výztuh na samostatné buňky, které se vyznačují velkou stabilitou při vysokém zatížení,
- buňky mají různé tvary – kvádr, trojúhelník, čtyřstěn apod.,
- při navrhování se využívá plechů a profilů s malou tloušťkou, což se projeví na snížení hmotnosti (30 – 50 %) oproti deskové konstrukci, ale zvýšením pracnosti,
- na výrobu konstrukcí se používají polotovary ohýbané za studena nebo lisované, tuhost polotovarů lze zvýšit použitým tvarových lisovaných výztuh (např. tvar vln) a hmotnost provedením otvorů ve výztuhách,
- používají se např. u stojanů a loží obráběcích strojů, lisů, válcovacích stolic nebo velkých převodových skříní
 Obr. 11: Komůrkové konstrukce
Obr. 11: Komůrkové konstrukce