Fyzikální metody ve svařování
Anotace oblasti
Využívají tepelně fyzikálních a chemických jevů pro natavení materiálu a vytvoření svaru. Charakteristickým znakem těchto technologií je vysoká produktivita, kvalita a efektivnost výroby. Fyzikální metody se rovněž často využívají v souvislosti s miniaturizací výrobků a pracovních operací v lékařství, řídící a regulační technice.
Vhodnost použití pro sériovou výrobu vyplývá z možnosti uplatnění v automatizovaných provozech s využitím CAD/CAM systémů.
Mezi nejužívanější fyzikální metody svařování patří
-
svařování ultrazvukem,
-
svařování plazmou,
-
svařování elektronovým paprskem
-
svařování laserem
 Obr. 1: Fyzikální metody svařování
Obr. 1: Fyzikální metody svařování
Svařování ultrazvukem
Tato metoda svařování spojuje součásti působením ultrazvuku a přeměnou energie mechanických kmitů na tepelnou energii.
Ultrazvuk je akustické vlnění o vysoké frekvenci (nad 20 kHz). Jeho zajímavou vlastností je jednak schopnost odrážet se na rozhraní prostředí, jednak přeměna energie mechanických kmitů na jiný druh energie, např. na tepelnou.
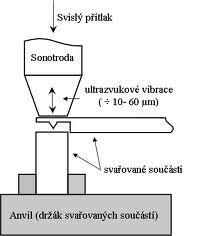
Podstata svařování ultrazvukem
Ultrazvuk vzniká v důsledku piezoelektrického jevu nabíjením destičky vhodného materiálu (např. krystal křemene, syntetické látky), kdy se vlivem elektrického proudu materiál smršťuje a rozpíná. Vzniká tak mechanické vlnění, které se přenáší na tzv. sonotrody. Sonotrody koncentrují mechanické kmity a tlak v místě svaru. Současným působením mechanických kmitů a tlaku ve vzájemně kolmém směru vzroste v místě svaru teplota a vznikne svar. Lze svařovat nejen kovy, ale i plasty.
Ultrazvuku lze použít na svařování kovů různého druhu a velmi malých tlouštěk, jde o rozměry 0,005 až 3 mm, přičemž druhá svařovaná část může být libovolně tlustá. Spoje se zhotovují jako přeplátované, buď bodové nebo švové.
Obr. 2: Schéma zařízení pro svařování ultrazvukem
Zařízení pro svařování ultrazvukem
Zařízení pro svařování ultrazvukem má čtyři základní funkční části:
Generátor ultrazvukových kmitů – elektronické zařízení, které mění střídavý elektrický proud o frekvenci 50 Hz na proud o frekvenci 18 – 25 kHz. Základní charakteristikou je výstupní výkon, bývá od 0,2 do 4 kW.
Systém pro vytvoření mechanických kmitů – mění elektromagnetické kmity na mechanické. Využívá se tzv. magnetostrikce, tj. vlastnost feromagnetických materiálů měnit při vložení do magnetického pole své rozměry.
Systém pro vytvoření přítlačné síly – mechanismus, který vyvodí tlakovou sílu na sonotrodách.
CNC řídící systém – soustava elektronických prvků, která zajišťuje přenos informací od počítače a výrobního digitálního programu k pracovnímu orgánu. Řídí pracovní pohyby ve 3-5 osách a reguluje přítlačnou sílu sonotrod, rychlost pohybů a frekvenci kmitů.
Užití ultrazvukového svařování: Těžištěm užití ultrazvukového svařování jsou součásti pro elektrické stroje a zařízení, součásti a zařízení pro textilní a automobilní průmysl, protože při svařování nedochází k deformacím materiálu.
Svařování plazmou
Svařování plazmou je výkonný způsob svařování za velmi vysokých teplot, které vznikají disociací (rozkladem) molekul plynu při jejich průchodu elektrickým obloukem.
 Obr. 3: Svařování plazmou
Obr. 3: Svařování plazmou
Plazma je elektricky vodivý stav plynu, který nastane v okolí elektrického výboje - oblouku mezi elektrodami, kdy vzniká ionizovaný plyn. Dosahuje se přitom velmi vysokých teplot, až 10 000°C. Oblouk hoří mezi wolframovou katodou a anodou, která může být základním materiálem nebo plazmovým hořákem.
 Obr. 4: Plazma
Obr. 4: Plazma
Podstata svařování plazmou
Svařování plazmou je založeno na ohřevu a natavení stykových ploch základního materiálu působením plazmy. Z plazmového hořáku vychází vysokou rychlostí úzký paprsek plazmy, při dopadu na základní materiál se působením vysoké teploty materiál v místě svaru taví, po slití a ztuhnutí vzniká svar.
Obr. 5: Podstata svařování plazmou
Zařízení pro svařování plazmou
Technologická zařízení, která pracují s plazmou, mají tyto hlavní funkční části:
-
Plazmový hořák – základní prvek zařízení, zajišťuje přeměnu elektrické energie na tepelnou energii proudu plazmy. Plazmové hořáky jsou konstruovány s plynovou stabilizací nebo vodní stabilizací elektrického oblouku.
-
Zdroj pracovního a pomocného elektrického oblouku.
-
Řídící jednotka – počítač s řídícím systémem.
-
Manipulační zařízení – pracovní souřadnicový stůl, robot, manipulátor.
-
Zásobníky a dávkovače stabilizačního, fokusačního a asistentního plynu.
-
Podavače svařovacího drátu.
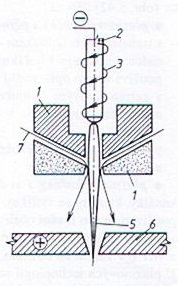 Obr. 6: Schéma plazmového hořáku
Obr. 6: Schéma plazmového hořáku
1…těleso hořáku, 2…katoda, 3…přívod plynu (Ar), 4…chlazení hořáku, 5…proud plazmy, 6…základní materiál, 7…přívod vody
Pro plazmové svařování se používají tyto technické plyny:
-
Plazmové plyny, které jsou ionizovány elektrickým obloukem – Ar, He, N
-
Fokusační plyny, které zaostřují (fokusují) proud plazmy po jeho výstupu z trysky hořáku – Ar, N, směsi Ar+N, Ar+H
-
Asistentní plyny, které obklopují proud plazmy a místo svaru a chrání jej před okolní atmosférou – Ar, N
Svařování elektronovým paprskem
Podstata svařování elektronovým paprskem
Je to tavné svařování, které pro natavení stykových ploch využívá teplo, které vzniká při dopadu proudu rychle letících elektronů na základní materiál. V místě dopadu paprsku se kinetická energie elektronů mění na teplo a stykové plochy materiálu se nataví, slijí a po ztuhnutí spojí.
Elektronová optika dává možnost soustředit tímto způsobem vysoký výkon do malého objemu látky. To přináší řadu možností jiným způsobem ohřevu (s výjimkou laseru) nedosažitelných.
Obr. 7: Svařování elektronovým paprskem
Kinetická energie elektronů urychlených silným elektrickým nebo elektromagnetickým polem je extrémně vysoká. Po dopadu na povrch pevné látky tyto elektrony pronikají do jisté (malé) hloubky, ve které předají nepružnými srážkami svoji kinetickou energii částicím látky, což se projeví zvýšením teploty v zasaženém objemu.
Zařízení pro svařování elektronovým paprskem
Hlavní části zařízení jsou:
-
Elektronové dělo – nejdůležitější prvek systému. Funkčními částmi je žhavená wolframová katoda a anoda. Elektrony, uvolněné z katody jsou anodou urychleny na rychlost, která dosahuje dvou třetin rychlosti světla.
-
Elektromagnetický zaostřovací systém – elektromagnetické čočky zaostřují paprsek letících elektronů na velmi malou plochu, čímž se dosáhne vysoké plošné hustoty energie (1.108W.cm-2). Pracovní proces probíhá pro větší účinnost ve vakuu.
-
Vychylovače paprsku – působí silným elektrostatickým polem na směr paprsku.
-
Napájecí generátory – nízkonapěťové(do 60kV) nebo vysokonapěťové(do 150kV).
-
Pracovní komory – pracovní prostor různé velikosti od objemu 0,03 až 17m3, vybaven polohovacím a upínacím zařízením. Pokud proces probíhá ve vakuu, jsou součástí pracovní komory vývěvy (vakuové pumpy).
-
CNC řídící systém – řídí výstupní výkon elektronového děla, pracovní pohyby, směr a šířku paprsku, které lze sledovat na monitoru.
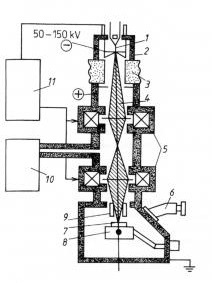
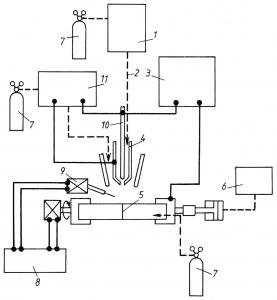
Obr. 8: Zařízení pro svařování elektronovým paprskem
1 - W drát, 2 - elektronové dělo, 3 - izolátor, 4 - elektronový paprsek, 5 - elektromagnetické čočky, 6 - průzor, 7 - svarek, 8 - upínací a polohovací zařízení, 9 – elektrostatické vychylování elektronového paprsku, 10 - vývěvy, 11 - napájecí zdroj
Uvedené hlavní prvky potřebné k vytvoření a řízení elektronového svazku jsou umístěny do válcové kovové konstrukce, která zajišťuje jejich polohu a možnost vyčerpání pracovního prostoru na vysoké vakuum (tlak 1. 10-4 mbar), které je nezbytné v prostoru, kde jsou elektrony urychlovány vysokým napětím. Zdroj elektronů, katoda a řídicí elektroda jsou elektricky izolovány a spojeny se záporným pólem zdroje vysokého napětí. Anoda je spojena s uzemněným kladným pólem zdroje vysokého napětí. Konstrukce trysky musí také zaručit dostatečné odstínění rentgenového záření, které vzniká při změně rychlosti elektronů, tedy hlavně v místě dopadu elektronů na povrch předmětu.
Napětí pro urychlení elektronů se volí podle požadavků na účinky svazku. Nejčastěji je to 60 nebo 120 kV. Výkon svazku je dán součinem urychlovacího napětí a proudu svazku. Vhodnou volbou těchto parametrů a konstrukce trysky lze dosáhnout libovolného požadovaného výkonu.
Obr. 9: Elektronová děla

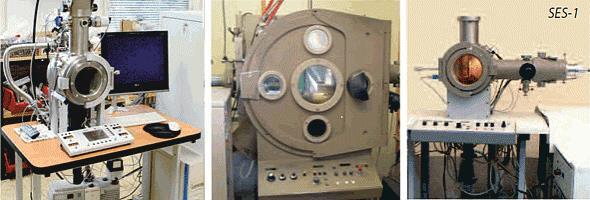
Obr. 10: Svářečka pro svařování elektronovým paprskem
Svařování laserem
Svařování laserem je založeno na přeměně světelné energie v tepelnou v místě svaru. Světelný paprsek o vysoké energii dopadá na základní materiál, při interakci světelných částic a materiálu naroste teplota a stykové plochy materiálu se nataví a spojí.
L A S E R = Light Amplification by Stimulated Emission of Radiation
(vynucená emise světelného záření)
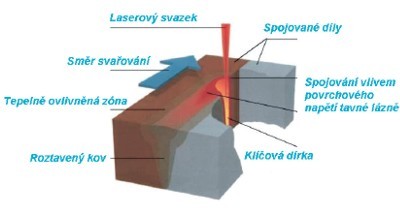 Obr. 11: Svařování laserem
Obr. 11: Svařování laserem
Výhodou laserového svařování oproti klasickým metodám je kvalita svaru, vyšší hloubka průvaru, podstatně menší tepelně ovlivněná zóna, vysoká produktivita, snadnější možnost automatizace a v povrchový vzhled. Proto se laserové svařování stále více uplatňuje nejen pro svařování kovů, ale i pro svařování plastů a speciálních materiálů.
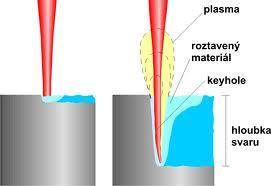
Podstata svařování laserem
Po dopadu laserového svazku na materiál se část energie odrazí a část materiál absorbuje. Absorbovaná energie způsobí jeho intenzivní zahřívání. Skokových nárůstů pak dosáhne při překročení teplot tavení a odpařování (varu). Laserový svazek postupně proniká do materiálu, který je taven a odpařován za vzniku kapiláry – klíčové dírky.
Laserový svazek, zaostřený optickým systémem, dopadá na materiál. Čím menší je průměr dopadajícího svazku (nejmenší je v ohnisku) a čím větší je jeho výkon, tím je vyšší energie. Při určité hodnotě energie dochází k ionizaci ochranné atmosféry nad povrchem materiálu a vzniku plazmatu ochranného plynu. Tato plazma pohlcuje část energie laserového svazku v závislosti na hustotě energie, typu ochranného plynu a jeho množství (průtoku). Energie, potřebná na vznik plazmatu a spotřebovaná absorpcí, se pak nedostane do materiálu a chybí při tvorbě klíčové dírky. V takovém případě je přítomnost plazmy ochranného plynu negativní.
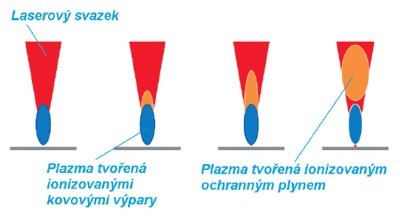
Obr.12: Vznik plazmy při svařování laserem
Zařízení pro svařování laserem
Hlavní části laseru jsou:
-
Laserová hlavice – obsahuje laserové médium, které je směsí materiálů vhodných pro emisi světelných částic (např. CO2-N2-He, He-Ne, atd.) v průhledném nosném materiálu. Optický systém – rezonátor emitované světelné záření zformuje do úzkého svazku a zesiluje jej, zajišťuje koherenci (soudržnost, uspořádanost svazku). Nejčastěji se rezonátor skládá ze dvou sférických zrcadel (jedno polopropustné, jedno nepropustné).
-
Budicí zařízení – způsob buzení ovlivňuje pracovní režim laseru a
-
je dán laserovým médiem (většinou jde o elektrický výboj, stejnosměrný nebo střídavý proud, výbojky, apod.).
-
Zdroj buzení – speciální druh síťového napáječe.
-
Chladicí zařízení – zpravidla vodní chlazení s dvěma okruhy

Obr. 13: Laserová svářečka
Způsoby laserového svařování
Laserové svařování vedením tepla – vznikající teplo se v materiálu sdílí vedením, svary jsou široké a ploché.
Laserové svařování hloubkové – laserový paprsek vysoké intenzity proniká hluboko do materiálu, část materiálu se odpaří, svary jsou úzké a hluboké.
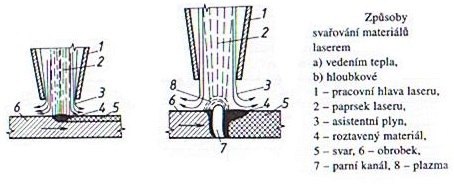
Obr. 14: Svařování laserem