Bezhroté broušení
Bezhroté broušení se používá k broušení rotačních ploch obrobků za pomoci podávacího kotouče, vodících lišt a opěrného pravítka bez upnutí mezi hroty. Obrobek se neupíná mezi hroty nebo do sklíčidla, ale je veden mezi rychle se otáčejícím brusným kotoučem a pomalu se otáčejícím unášecím kotoučem a přitom se opírá o opěrné pravítko. Při tomto broušení se dosahuje vysokých výkonů a přesných rozměrů obrobků. Použití například pro broušení vnitřních a vnějších kroužků valivých ložisek.
Vodící lišty
- Napomáhají dosažení požadovaného tvaru obrobku při průchozím broušení. Vodící lišty jsou umístěny a nastaveny v přesné poloze na vstupní i výstupní straně pracovního prostoru stroje. Nastavení vodících lišt se provádí pomocí kontrolního trnu, který má průměr shodný s průměrem obrobku a délka vodících lišt musí být větší než šířka brusného kotouče.
Podpěrná pravítka
- Podpěrná pravítka nesou obrobek a jejich šířka se volí podle průměru obrobku. Délka podpěrných pravítek se při průběžném broušení musí rovnat nejméně součtu šířky brusného kotouče a délky obrobku. Sklon funkční ploch podpěrných pravítek bývá z pravidla 30°.
Mezi hlavní přednosti bezhrotého broušení patří:
- není potřeba obrobek upínat
- brousící proces je nepřetržitý (průběžný)
- obrobek nemusí mít středící důlky
- obrobky se neprohýbají ani při broušení dlouhých tenkých obrobků
- stačí jen malý přídavek na broušení
Způsoby bezhrotého broušení
Bezhroté broušení průchozí
Při průchozím broušení obrobky kontinuálně procházejí po brousícím pravítku mezi brousícím kotoučem a podávacím kotoučem. Všechny obrobky jsou broušeny na stejný průměr. Podávací kotouč, který je zpravidla nakloněn o 1,5 až 3,5°, vytváří na obrobcích axiální pohybovou sílu, a ty jsou posouvány na konec brousícího pásma. Ve spojení s automatizovaným nakládáním a vykládáním procházejí obrobky kontinuálně strojem bez přerušení. Tento způsobroušení se používá při broušení válcových obrobků bez stupňů a nákružků.
Výhody:
- broušení na hrubo a konečné broušení v kvalitě konečného broušení v jedné brousící operaci
- při požití stroje s vysokou tuhostí a brousících kotoučů z CBN se dosahuje vysoké kruhovosti
- vysoká produktivita s krátkými časy taktů díky technologii bezhrotého průchozího broušení
- možnost automatizovaného nastavování příložné lišty
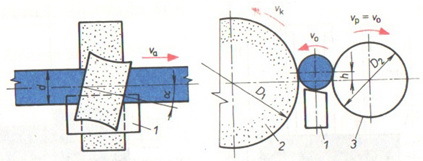
Obr. 1: Bezhroté broušení (1 – vodící lišta, 2 – brousící kotouč, 3 – podávací kotouč, h = 5 až 30 mm, 1° až 6° - průběžné broušení, = 0° - zapichovací broušení)

Obr. 2: Bezhroté broušení průchozí
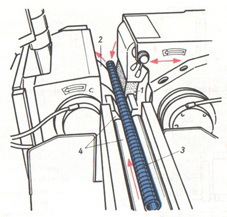
Obr. 3: Bezhroté broušení průchozí (1 – brousící kotouč, 2 – podávací kotouč, 3 – zásobník obrobků, 4 – vodící lišty)

Obr. 4: Bezhroté broušení průchozí

Obr. 5: Bezhroté broušení průchozí
Bezhroté broušení zapichovací
U tohoto způsobu broušení se obrobky vkládají do pracovního prostoru brusky jednotlivě. Obrobky se v pracovním prostoru otáčí, ale neposouvají. Bezhrotým broušením zapichovacím je možné brousit obrobky osazené nákružky a tvarové obrobky.

Obr. 6: Bezhroté broušení zapichovací

Obr. 7: Bezhroté broušení zapichovací

Obr. 8: Bezhroté broušení zapichovací

Obr. 9: Výrobky s broušenými plochami zhotovenými bezhrotým zapichovacím broušením
Zdroje
- FRISCHHEZ, Adolf. Technologie zpracování kovů: Učeb. text pro stř. odb. šk. a stř. odb. učil. stroj. zaměření. 1, Základní poznatky. Praha: Wahlberg, 1993. 268 s. ISBN 80-901657-2-9.
- FRISCHHEZ, Adolf. Technologie zpracování kovů: Učeb. text pro stř. odb. šk. a stř. odb. učil. především stroj. zaměření. 2, Odborné znalosti. Praha: Wahlberg, 1994. 280 s. ISBN 80-901657-2-9.
- NĚMEC, Dobroslav. Strojírenská technologie 2: Učeb. pro 2. roč. stř. prům. šk. strojnic., stud. obor Strojír technol. Vyd. 1. Praha, 1985.
- NĚMEC, Dobroslav. Strojírenská technologie: Učeb. pro 3. roč. stř. prům. šk. strojnic. 3, Strojní obrábění. 2., opr. vyd. Praha, 1982.
- OUTRATA, Jiří. Technologie pro brusiče pro 1. ročník technologie brusiče kovů odborných učilišť a učňovských škol. Vyd. 1. Praha, 1965.
- OUTRATA, Jiří. Technológia 2., 3: Brusič kovov. Vyd. 2., nezm. Bratislava, 1970.
Obrázky:
- Obr. 1, 3: NĚMEC, Dobroslav. Strojírenská technologie II. 1. vydání. Praha SNTL, 1985.
- Pokud není uvedeno jinak, autorem obrázků je Ing. Miroslav Hejl.
Kontrolní otázka
Otázky pro žáky SŠ
-
Jaké tvary ploch brousíme při bezhrotém broušení?
-
Podle obrázku popište bezhroté broušení průchozí.

-
Podle obrázku popište bezhroté broušení zapichovací.

4. Uveďte názvy označených pozic 1-4 na obrázku bezhrotého broušení průchozího.

Zapamatuj si
Bezhroté broušení se používá k broušení rotačních ploch obrobků za pomoci podávacího kotouče, vodících lišt a opěrného pravítka bez upnutí mezi hroty. Obrobek se neupíná mezi hroty nebo do sklíčidla, ale je veden mezi rychle se otáčejícím brusným kotoučem a pomalu se otáčejícím unášecím kotoučem a přitom se opírá o opěrné pravítko.


