Broušení pravoúhlých osazení
Broušení pravoúhlých osazení se provádí na rovinných bruskách nebo při broušení osazených hřídelů.
Broušení pravoúhlých osazení na rovinných bruskách:
- k broušení se používá plochý kotouč s jednostranným vybráním,
- obě broušené plochy jsou od sebe odděleny zápichem, který umožňuje broušení každé plochy zvlášť,
- při broušení je důležité přesné ustanovení obrobku na stole brusky,
- ustavení vychází od přebroušené čelní plochy magnetické desky, kde se upíná přesná dorazová lišta a obrobek se ustavuje pomocí broušené podložky vhodné šířky,
- správné ustavení se kontroluje úchylkoměrem,
- zpravidla se nejprve brousí svislá plocha čelem kotouče,
- po přebroušení do roviny se mikrometrem kontroluje skutečný přídavek na broušení,
- před broušením na čisto se čelo kotouče jemně orovná orovnávačem a broušení se dokončí až do vyjiskření,
- potom následuje broušení vodorovné plochy.
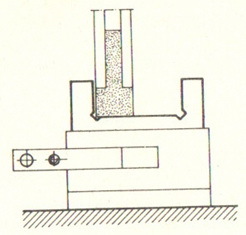
Obr. 1: Broušení pravoúhlých osazení
Broušení osazených hřídelů na hrotových bruskách
- mezi vnější válcovou plochou a rovinnou plochou na osazení nelze vybrousit ostrý roh, ale pouze poloměrový přechod, a to protože se hrany na brusném kotouči rychle opotřebovávají a tím zaoblují,
- jestliže je přechodový poloměr předepsán na výkrese, je možné hranu brusného kotouče přesně tvarovat zaoblovačem hran a poloměr vybrousit,
- tam, kde se přechodové zaoblení nepřipouští, musí být mezi válcovou a čelní rovinnou plochou odpovídající zápich, který vytváří prostor pro výběh hrany brousícího kotouče.
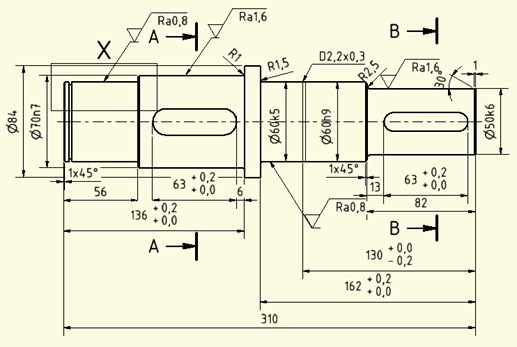
Obr. 2: Výkres hřídele s broušenými plochami
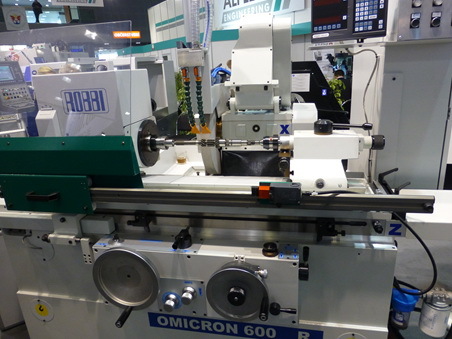
Obr. 3: Broušení osazených hřídelí

Obr. 4: Broušení osazených hřídelí

Obr. 5: Broušení osazených hřídelí
Zdroje
- FRISCHHEZ, Adolf. Technologie zpracování kovů: Učeb. text pro stř. odb. šk. a stř. odb. učil. stroj. zaměření. 1, Základní poznatky. Praha: Wahlberg, 1993. 268 s. ISBN 80-901657-2-9.
- FRISCHHEZ, Adolf. Technologie zpracování kovů: Učeb. text pro stř. odb. šk. a stř. odb. učil. především stroj. zaměření. 2, Odborné znalosti. Praha: Wahlberg, 1994. 280 s. ISBN 80-901657-2-9.
- NĚMEC, Dobroslav. Strojírenská technologie 2: Učeb. pro 2. roč. stř. prům. šk. strojnic., stud. obor Strojír technol. Vyd. 1. Praha, 1985.
- NĚMEC, Dobroslav. Strojírenská technologie: Učeb. pro 3. roč. stř. prům. šk. strojnic. 3, Strojní obrábění. 2., opr. vyd. Praha, 1982.
- OUTRATA, Jiří. Technologie pro brusiče pro 1. ročník technologie brusiče kovů odborných učilišť a učňovských škol. Vyd. 1. Praha, 1965.
- OUTRATA, Jiří. Technológia 2., 3: Brusič kovov. Vyd. 2., nezm. Bratislava, 1970.
Obrázky:
- Obr. 1: DRIENSKY, Dušan. Strojní obrábění I. 2. vydání. Praha SNTL, 1988.
- Pokud není uvedeno jinak, autorem obrázků je Ing. Miroslav Hejl.
Kontrolní otázka
Otázky pro žáky SŠ
-
Uveďte příklady broušení pravoúhlých osazení.
-
Za jakým účelem oddělujeme plochy na sebe kolmé zápichem?
-
Z jakého důvodu nelze mezi vnější válcovou plochou a rovinnou plochou na osazení vybrousit ostrý roh?
-
Jakým způsobem vyrobíme přechodový poloměr, který byl předepsán na výkrese osazeného hřídele?
Zapamatuj si
Broušení pravoúhlých osazení se provádí na rovinných bruskách nebo při broušení osazených hřídelů.


