Buchary pro volné kování
V malých a středních kovárnách jsou pro volné kování používány pružinové a kompresorové buchary.

Obr. 1: Pružinový buchar

Obr. 2: Kompresorový buchar
Pružinové buchary
Patří mezi nejjednodušší tvářecí stroje, které jsou svým principem předurčeny k volnému kování a bývají často ve výbavě kováren ať opravárenského, nebo vyrobního charakteru. Jsou poháněny elektromotorem pomocí třecího převodu a setrvačníku s klikkovým hřídelem, který je spojen přes ojnici s jedním koncem listové pružiny. Na druhém konci listové pružiny je otočně ukotven beran. Otáčením klikové hřídele dochází ke kývání beranu, který svůj výkmit (zdvih) vlivem pružiny zvyšuje s rostoucími otáčkami klikové hřídele. Regulace síly úderu je tedy dána regulací otáček klikové hřídele, což je u třecího převodu řešeno velikostí přítlaku třecího kotouče vůči setrvačníku. Přítlak ovládá kovář přes pákový systém.
Přínos listové pružiny ke zvýšení dopadové rychlosti beranu je asi 100% oproti pevné páce bez pružiny.
Z hlediska dosahovaných hodnot rázové energie patří pružinové buchary k malým bucharům vhodným pro kování malých výkovků. Provozované stroje nepřesahují 1 KJ při hmotnosti beranu až 100 kg. Při těchto parametrch je maximální velikost zpracovávaného profilu 100 x 100 mm.
Kompresorové buchary
Jde o poměrně rozšířené stroje určené pro volné kování malých a středních výkovků, nebo pro předkování polotovarů při zápustkvém kování. Kompresorový buchar je pneumatický stroj, protže zdrojem pohybu beranu je stlačený vzduch přiváděný do pracovního válce z vlastního vestavěného kompresoru. Kompresor je poháňen od elektromotoru přes ozubený nebo řemenový převod a klikový hřídel s ojnicí. Píst pracovního válce funguje jako dvojčinný a s beranem tvoří jeden kus. Vstup stlačeného vzduchu do pracovního válce je řízen dvojicí válcových šoupátek, která jsou ovládána kovářem přes nožní pedál. Není-li pedál sešlápnut, kmitá beran lehce kolem horní polohy v rytmu opačném než je rytmus pístu kompresoru. Sešlápnutím pedálu dochází k otevření šoupátrek, do pracovního válce přichází větší množství stlačeného vzduchu a beran svůj výkmit (zdvih) zvyšuje. Při plném sešlápnutí pedálu je zdvih a tím i úder maximální.
Existuje celá řada velikostí kompresorových bucharů od 0,5 KJ do 30 KJ rázové práce a hmotnosti beranu od 40 do 1000 kg.
Parovzdušné buchary
V průmyslových kovárnách jsou pro větší volné výkovky používány buchary parovzdušné. Jsou poháněny tlakovým vzduchem (dříve párou) z provozního rozvodu tlakového vzduchu (páry).Výrábí se v provedení jednostojanovém a dvoustojanovém pro větší dlouhé výkovky.

Obr. 3: Parovzdušný buchar (dvousloupový)
Princip pohybu beranu je obdobný jako u kompresorového bucharu (dvojčinná funkce pístu v pracovním válci), ale přepouštění tlakového vzduchu je řízeno pohybem beranu pomocí řídící šavle nebo řídící páky. Velikost výkmitu beranu a tím síla úderu je dána otevíráním ventilu, který určuje množství vpuštěného tlakového vzduchu. Ventil ovládá kovář ruční pákou nebo pedálem.
Také u těchto bucharů se projevuje příznivá vlastnost spočívající v tom, že se na úderu, kromě hmotnosti beranu, podílí také jeho urychlení na začátku jeho pracovního pohybu.
Volné kování na bucharech
Volným kováním se vyrábí výkovky jednoduchých i složitějších tvarů. Velmi často se uplatňuje jako předkovací operace při zápustkovém kování. Konkrétní technologie je často předurčena hlavními podmínkami, které vstupují do procesu přípravy výroby:
-
tvar, velikost, určení výkovku
-
dostupné výrobní zařízení
-
dostupný polotovar požadované jakosti materiálu
-
počet vyráběných kusů
Volné kování probíhá na bucharech nebo lisech kombinací několika základních operací – použitím rovných nebo tvarových kovadel a jednoduchých pomocných nástrojů. Velmi důležité je také správné polohování výkovku při prováděných operacích. V podstatě jde opět o pěchování, prodlužování, osazování, přesazování, sekání, děrování otvorů, kování na trnu, ohýbání a zkrucování.
Příklady základních operací při volném kování
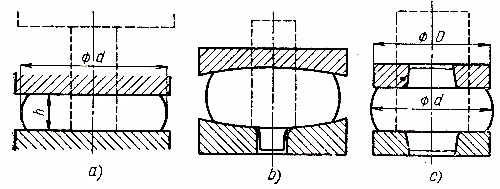
Obr. 4: Způsoby pěchování
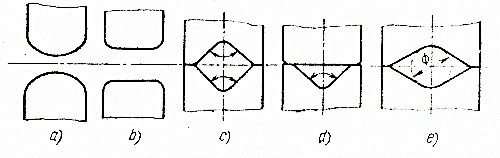
Obr. 5: Druhy prodlužovacích kovadel: a – klenuté, b – ploché, c – úhlové (výřezné), e – oválné
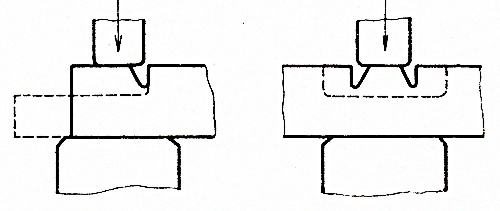
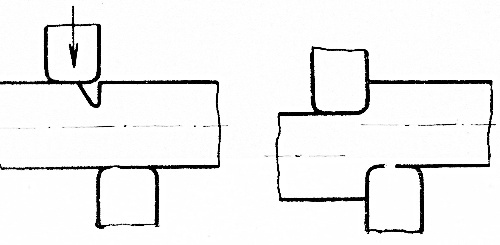
Obr. 6: Jednostranné osazení a prosazení
. 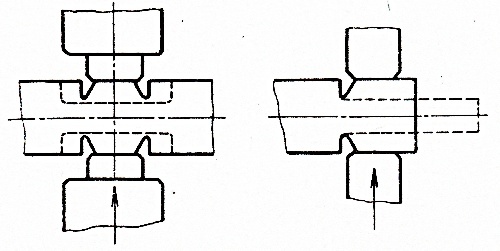
Obr. 7: Oboustranné osazení a prosazení
Obr. 8: Přesazování v jedné rovině
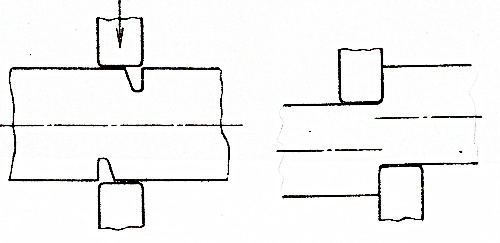
Obr. 9: Přesazování ve dvou rovinách
Děrování:
a) přímo na podložné desce
b) plným trnem
c) dutým trnem
Pro některé operace (pěchování, prodlužování, děrování) jsou získané poznatky z dlouhodobé praxe zpracovány do praktických tabulek, diagramů a monogramů, což umožňuje zhodnotit reálnost uvažované technologie.
Vzhledem k přesnosti volně kovaných výkovků je nutno respektovat nezbytné přídavky – např. pro následné zápustkové výkovky nebo obrábění. Jejich hodnoty lze nalézt v tabulkách.
Kovadla i pomocné nástroje jsou vyráběny ze středně uhlíkových ocelí anebo z nástrojových ocelí pro práci za tepla (tzv. zápustkové jakosti) a zušlechťují se na pevnost 800 Mpa.
Pro rukojeti a kleště se volí měkké nízkouhlíkové oceli.
Při práci s těžkými výkovky se používají kovářská vahadla zavěšená na jeřábu.
Zdroje
- ČERMÁK, Miloslav. Technologie kovářských prací pro 2. a 3. ročník učebního oboru kovář. 1. vyd. Praha: Institut výchovy a vzdělávání ministerstva zemědělství České republiky, 1994, 132 s. ISBN 80-710-5072-5.
- BOTHE, Otakar. Strojírenská technologie 2 pro strojírenské učební obory. 1. vyd. Praha: SNTL, 1980, 164 s.
- Katedra strojírenské technologie, FS, TU v Liberci [online]. 2005 [cit. 2014-12-02]. Dostupné z: http://www.ksp.tul.cz/
Obrázky a videa
- Obr. 1: Kovanie. TECHNICKÁ UNIVERZITA V KOŠICIACH - HUTNÍCKÁ FAKULTA [online]. 2006 [cit. 2015-01-19]. Dostupné z: http://web.tuke.sk/hf-ktk/index.php?option=com_content&view=article&id=60%3Akovanie&catid=35&Itemid=57
- Obr. 2: Odbor technologie tváření kovů a plastů, ÚST, FSI VUT v Brně. Ústav strojírenské technologie[online]. 1994 [cit. 2015-01-19]. Dostupné z: http://ust.fme.vutbr.cz/tvareni/lisovna_kovarna.htm
- Obr. 3: PADACÍ BUCHAR MECHANICKÝ PRO OBRÁBĚNÍ KOVŮ. Obchodní portál Ruska [online]. 2010 [cit. 2015-01-19]. Dostupné z: http://www.ru.all.biz/cs/padaci-buchar-mechanicky-pro-obrabeni-kovu-bgg1032635
- Obr. 4-9: BOTHE, Otakar. Strojírenská technologie 2 pro strojírenské učební obory. 1. vyd. Praha: SNTL, 1980, 164 s.
Video
Ukázka volného strojního kování ve školní dílně
Video
Ukázka volného kování na bucharu, kde se upravuje obrobek před zápustkovým kováním .


