Základní a přídavné materiály pro svařování
Anotace oblasti
Základní pojmy
Kovy, které svařujeme, označujeme jako základní materiály.
Kovy, které přidáváme do svaru ve formě tavných elektrod, svařovacích drátů nebo tyčinek, označujeme jako přídavné materiály.
Podmínkou vzniku kvalitního svaru je technologická vlastnost svařitelnost.

Obr. 1: Svařovací drát ocelový poměděný
Průřez svarem
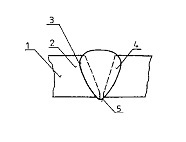
Obr. 2: Průřez svarem
1- základní materiál
2- tepelně ovlivněná oblast – část základního materiálu, ve které jsou vlastnosti a struktura materiálu změněny působením vysoké teploty
3- hloubka závaru – hloubka, do které byl základní materiál nataven
4- návar
5- kořen svaru – nejhlubší část svaru od jeho povrchu
Svarové vrstvy
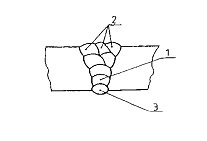
Obr. 3: Svarové vrstvy
1 - kořenová housenka
2 - krycí vrstva
3- podložení svaru
Značení základních materiálů
V současnosti se již nepoužívá značení dle ČSN 42 0002, ale přechází se na značení dle EN 10027.1 a EN 10027.2 .
Zkrácené značení ocelí podle ČSN EN 10027.1
Oceli jsou v této normě označeny charakteristickými písmeny a čísly, které vyjadřují základní charakteristické znaky, např. mechanické a fyzikální vlastnosti, oblast použití, chemické složení apod.
Stavba značky: Značka obsahuje základní symboly + číslice a přídavné symboly
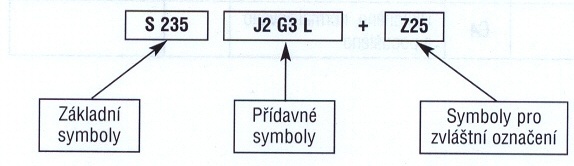
Obr. 4: Stavba značky
Základní symboly: Symbol písmeno + Symbol číslo
S … oceli pro konstrukce všeobecného použití + číslo odpovídající minimální mezi kluzu v MPa
P … oceli pro tlakové nádoby+ číslo odpovídající minimální mezi kluzu v MPa
L … oceli pro potrubí+ číslo odpovídající minimální mezi kluzu v MPa
E … oceli pro strojní součásti+ číslo odpovídající minimální mezi kluzu v MPa
B … oceli pro výztuž do betonu+ číslo odpovídající minimální mezi kluzu v MPa
H … oceli pro ploché výrobky válcované zastudena+ číslo odpovídající min. mezi kluzu v MPa
Y … oceli pro předpínací výztuž do betonu+ číslo odpovídající minimální mezi pevnosti v MPa
R … oceli na kolejnice+ číslo odpovídající minimální mezi pevnosti v MPa
Kromě těchto základních symbolů obsahuje značka ještě přídavné symboly
Zkrácené značení ocelí podle ČSN EN 10027.2
Jde o značení podle chemického složení. Rozděluje oceli podle chemického složení do skupin.
Stavba značky: 1. XXXX
1. číslo jedna označuje oceli
XX další dvě čísla určují skupinu ocelí
XX poslední dvě čísla jsou pořadová číslice
Skupiny ocelí:
-
Nelegované oceli
-
Legované oceli
Značení přídavných materiálů
Při svařování používáme různé druhy přídavných materiálů, jako jsou elektrody (obalené, plněné), svařovací dráty, tyčinky, atd. Přídavný materiál se přidává v určitých časových intervalech do místa svaru. Volba přídavného materiálu závisí na chemickém složení základního materiálu. Pro zjednodušení určení přídavného materiálu bylo zavedeno jejich značení. Způsob značení se liší u jednotlivých výrobců.
Značení přídavných materiálů pro svařování plamenem podle firmy ESAB:
G XXX
G – značení označující přídavný materiál pro svařování plamenem
X – první číslo udává skupinu základních materiálů, pro kterou je přídavný materiál určen
XX – druhé a třetí číslo vyjadřuje charakter pořadového čísla, má význam pro výrobce
Značení přídavných materiálů pro svařování elektrickým obloukem metodou MIG/MAG podle firmy ESAB:
OK Autrod XX.XX
první dvojčíslí 1 – příd. mat. pro mechanizovaný způsob svařování
druhé číslo 2 – vinutý drát pro konstrukční oceli
3 – vinutý drát pro svařování nízkolegovaných ocelí
4 – vinutý trubičkový drát pro svařování bez
5 – vinutý trubičkový drát
6 – vinutý vysokolegovaný nerezavějící drát
8 – vinutý drát pro svařování hliníku
9 – vinutý drát pro svařování jiných neželezných kovů
třetí a čtvrté číslo jsou pořadová čísla a rozlišení ve skupinách
Značení přídavných materiálů pro svařování elektrickým obloukem metodou WIG:
GI XX
GI - znamená inertní plyn XXX - číslice
první X - číslice, která označuje druh přídavného materiálu
další X - pořadové číslo přídavného materiálu
Obr. 5: Přídavný drát pro svařování plamenem
Zdroje
- KOLEKTIV AUTORŮ. Svařování tenkých plechů, drátů a profilů, studijní text k modulu vzdělávacího programu Profesmodul, EPAVA Olomouc, vydání první, Olomouc 2012. CZ1.07/3.2.05/01.0006.
- VALOŠEK, František, RECHTENBERG, Karel. Systémy označování ocelí, část 1, Systém číselného označování, ČSN EN 10027-1, zpracovatel VÚHŽ,a.s., Dobrá. Český normalizační institut, 1994.
- VALOŠEK, František, RECHTENBERG, Karel. Systémy označování ocelí, část 2, Systém zkráceného označování, základní symboly, ČSN EN 10027-2, zpracovatel VÚHŽ,a.s., Dobrá. Český normalizační institut, 1994.
Obrázky:
- Obr. 1: Svařovací drát ocelový poměděný. Archiv autora.
- Obr. 2: Průřez svarem. KOLEKTIV AUTORŮ. Svařování tenkých plechů, drátů a profilů, studijní text k modulu vzdělávacího programu Profesmodul, EPAVA Olomouc, vydání první, Olomouc 2012. CZ1.07/3.2.05/01.0006.
- Obr. 3: Svarové vrstvy. KOLEKTIV AUTORŮ. Svařování tenkých plechů, drátů a profilů, studijní text k modulu vzdělávacího programu Profesmodul, EPAVA Olomouc, vydání první, Olomouc 2012. CZ1.07/3.2.05/01.0006.
- Obr. 4: Stavba značky. KOLEKTIV AUTORŮ. Svařování tenkých plechů, drátů a profilů, studijní text k modulu vzdělávacího programu Profesmodul, EPAVA Olomouc, vydání první, Olomouc 2012. CZ1.07/3.2.05/01.0006.
- Obr. 5: Přídavný drát pro svařování plamenem. Archiv autora.
- Obr. 6: Svařenec. Autor neznámý, [cit. 2014-11-23], dostupný z: http://www.okstavebni.cz/technologicke-svarence
- Obr. 7: Svařovací elektrody obalené. Archiv autora.
- Obr. 8: Nové označování elektrod pro MAG dle firmy ESAB. Autor neznámý, [cit. 2014-11-23], dostupný z: http://www.dds-czech.cz/znacenidleeu.php
- Obr. 9: Nové označování elektrod pro TIG dle firmy ESAB. Autor neznámý, [cit. 2014-11-23], dostupný z: http://www.dds-czech.cz/znacenidleeu.php
- Obr. 10: Svařovací dráty pro WIG/TIG. Archiv autora.
Přílohy
Praktická ukázka
Praktická ukázka značení základních materiálů
ČSN 42 0002 EN 10 027.1 EN 10 027.2
11 343 S 30235 JR G1 1.0028
11 373 S 235 JR G1 1.0036
11 375 S 235 JR G2 1.0038
11 378 S 235 J2 1.0116
11 416 P 265 GH 1.0425
11 503 P 355 NL1 1.0566
11 523 S 355 J2 G3 1.0570
12 020 C 15 E 1.1141
13 126 L 360 NB 1.0582
15 020 16 Mo3 1.5415
11 483 S 355 J2 G3 1.0570
11 531 S 355 J2 G4 1.0577
14 220 16 Mn Cr5 1.7131
16 224 S 690 QL 1.8928
15 128 11CrMo9-10 1.7715
15 121 13CrMo4-5 1.7335
15 130 25CrMo4 1.7218
15 313 10CrMo9-10 1.7380
15 412 10CrMo11 1.7276
17 102 5Cr Mo16 1.7218
17 113 X10CrAlSi7 1.4713
15 320 24CrMoV55 1.7733
15 323 17CrMoV10 1.7766
15 423 20CrMoV135 1.7779
15 217 S 355 J0 WP 1.8962
17 021 X10Cr13 1.4606
17 022 X20Cr13 1.4021

Obr. 6: Svařenec
Doplňující učivo
Přídavné symboly pro značky
dle EN 10027.1
kromě základních symbolů jsou ve značce ještě přídavné symboly, které popisují zkušební teplotu a stav materiálu.
Nárazová práce Zkušební teplota
27 J 40 J 60 J [° C]
JR KR LR 20
J0 K0 L0 0
J2 K2 L2 -20
J3 K3 L3 0
J3 K4 L4 -40
Stav materiálu
Symbol Význam
M Termomechanicky válcováno
A Mech.válcováno+normaliz.žíháno
Q Mech.válcováno+zušlechtěno
G1 Neuklidněno
G2 Uklidněno
G3 Uklidněno a normalizováno
G4 Uklidněno,normalizováno,popuštěno
Doplňující učivo
Skupiny ocelí pro značky
dle EN 10027.2
Skupiny ocelí: 1. XXXX
-
Nelegované oceli
-
oceli obv.jakostí 00, 90
-
jakostní 01-07,91-97
-
ušlechtilé 10-19
-
-
Legované oceli
-
jakostní 08-09,98-99
-
ušlechtilé
-
- nástrojové 20-29
- různé 30-39
- chemicky odolné 40-49
- konstrukční 50-89
Obrázek

Obr. 7: Svařovací elektrody obalené
Obrázek
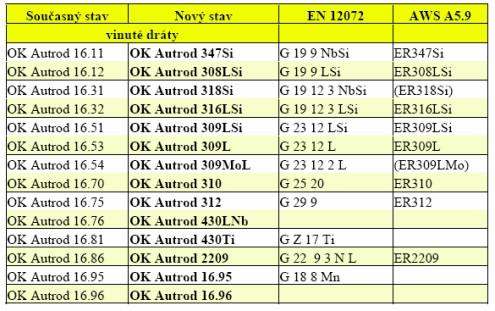
Obr. 8: Nové označování elektrod pro MAG dle firmy ESAB
Obrázek
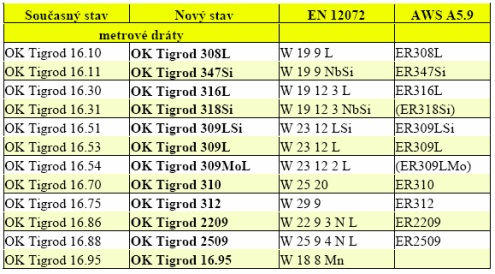
Obr. 9: Nové označování elektrod pro TIG dle firmy ESAB
Obrázek
Obr. 10: Svařovací dráty pro WIG/TIG


