Stříhání kovů
Materiál můžeme oddělovat různými způsoby. Určité způsoby oddělování jsou vhodné pro jednotlivé materiály. Stříháním oddělujeme tenký, většinou plochý materiál. Stříhání plechů a fólií nám připomíná stříhání papíru. Ručně stříháme nůžkami plech do tloušťky asi 1 mm u oceli a přibližně 1,2 mm u hliníku, mědi i mosazi. Větší tloušťky plechů se stříhají pákovými nůžkami. Při stříhání nedochází ke vzniku třísky. Jde o dělení materiálu dvěma noži pohybujícími se proti sobě tak, že oba klínové břity nožů po sobě kloužou. Nože nesmí mít mezi sebou mezeru, protože by pak docházelo k ohýbání (žvýkání) a ne ke stříhání materiálu. Postavení materiálu k nožům musí být kolmé. Při střihu je třeba materiál v této poloze přidržovat.
Ruční stříhání kovů
Nůžky držíme tak, aby vhodně využívaly délku rukojeti, tj. co nejdále od otočného čepu nůžek. Je to proto, abychom využili páku a působili co největším momentem síly.
Prsteník a malík pomáhají při rozevírání čelistí nůžek hřbety prstů odtlačovat vnitřní stranu dolní rukojeti. Při střihu naopak tyto dva prsty přehmatávají a pomáhají vyvinout větší sílu k přestřižení materiálu.
Pří stříhání nerozevíráme čelisti nůžek na maximum. Materiál by klouzal ke špičce. Nože začínají stříhat jen při určitém úhlu rozevření (asi 12°) přibližně v prostřední třetině čelistí nůžek.
Stříháme-li podle rysky, držíme nůžky vždy tak, aby čelisti rysku nezakrývaly.
Také nedostřihujeme až do úplného sevření čelistí, protože špičky nůžek pak deformují a natrhávají plech.
Když vystřihujeme kruhy, materiál posouváme proti čelistem nůžek (proti směru pohybu hodinových ručiček).
Během stříhání křivek odstřihneme nejprve materiál okolo rysky, aby zbyl ještě alespoň 5 mm široký přídavek. Teprve potom zbývající materiál podle rysky odstřihneme.
U delšího střihu je nutno odstřihávaný materiál odklonit od čelistí nůžek, abychom mohli nůžkami dál vnikat do materiálu.
Ruční nůžky se používají na stříhání plechu, tloušťky maximálně 1,5mm. Mají rovné čelisti . U nůžek vystřihovacích, které se používají na střihání oblých částí, jsou čelisti doleva nebo doprava prohnuté.
K ulehčení stříhání se nůžky nesmí upevňovat do svěráku za jedno držadlo!
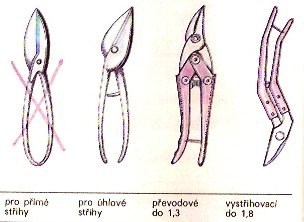
Obr. 1: Různé druhy ručních nůžek na plech
Stříhání kovů
Ruční pákové nůžky
Používají se ke stříhání plechů větší šířky a tloušťky, cca 4 až 6 mm, nebo ocelových tyčí do průměru cca 12 mm.Horní nůž, který má šikmý břit se pohybuje, dolní nůž je pevný.

Obr. 2: Pákové ruční nůžky
Strojní stříhání kovů
Kmitavý prostřihovač
Umožňuje vystřižení libovolného tvaru z plechu. Plech je prostřihován vibrujícím průstřižníkem proti pevné průstřižnici s odpovídající drážkou. Průstřižníky se používají u číslicově řízených vysekávaček plechu pro vysekávání tvarů, které nelze jinak vystřihnout.

Obr. 3: Elektrické ruční nůžky
Tabulové nůžky
Stříhají většinou z velkých tabulí plechů přímé pásky. Před střihem je plech pevně svrchu přitisknut přidržovačem ke stolu nůžek s dolním nožem. Při stříhání míjí horní nůž postupně dolní nůž (jejich ostří nejsou rovnoběžná). Tabulové nůžky mají šířku až několik metrů a motorový pohon. Posuvy horního nože a přidržovače zajišťují hydraulické válce, nebo klikový mechanismus.

Obr. 4: Pákové tabulové nůžky
Stříhání středních profilů
Strojní nůžky na profily
Slouží k dělení profilových tyčí - kruhových, čtvercových, obdélnikových průřezů a profilů L, I, U.
Jejich univerzálnost je dále rozšířena doplňkovým zařízením pro stříhání plochého materiálu, pásů a plechu. Vyrábí se v různých velikostech podle střižné síly, která předurčuje max. velikost (průřez) stříhaného profilu. Maximální střižná síla je u těchto strojů až 16 000 kN.
Nůžky mají široké uplatnění všude tam , kde přesnost a kvalita střihu postačuje pro další zpracování např. svařované konstrukce, armatury do betonu apod.

Obr. 5: Strojní nůžky na profily
Stříhání a prostřihování pomocí střihadel
Na lisech se vyrábějí z plechu jedním, nebo několika zdvihy pomocí střihadel ploché díly. Pohyblivá část nástroje se nazývá střižník a pevná část se nazývá střižnice. Tyto části mohou být oddělené, nebo jsou součástí nářadí s přesným vedením pohybu nástrojů proti sobě, tzv. střihadla.
Střihadla a postupy stříhání se posuzují podle těchto parametrů:
-
Počet zdvihů (lisu) na jeden výrobek
-
Současné vystřihování vnitřního a vnějšího tvaru – sloučená střihadla
-
Velká přesnost střižních ploch – přesné stříhání a přesná střihadla
-
Stříhání a ohýbání jedním nástrojem – sloučené lisovací nástroje
Jednoduchá střihadla
Zhotovují výrobek jedním prostřihem.
Postupová střihadla
Obsahují více střižníků a zhotovují každý díl postupně několika střihy. Postupovým střihadlem se vyrábějí plechové díly několika postupnými kroky.
Sloučená střihadla
Provádí současně dva střihy v jedné poloze jedním zdvihem. Poloha všech tří střižných nástrojů musí být přesně nastavena a dobře jištěna. Sloučená střihadla se používají pro výrobu přesných dílů s malou tolerancí při velkých výrobních sériích.
Přesná střihadla
Vystřihují jedním střihem díly s kolmými hladkými řeznými plochami bez otřepů. Díly vyrobené přesným stříháním jsou rovné, přesné a mají kolmé, hladké, řezné plochy.
Stříhání na výstředníkových lisech
Tyto stroje slouží k dělení materiálu (plné profily), lze využít i klasického výstředníkového lisu, který je zdrojem síly pro střižný s výměnnými noži. Maximální průřez stříhaného profilu je dán pevností materiálu a max. silou výstředníkového lisu. Jde o výhodné praktické řešení, vzhledem k širokému výskytu výstředníkových lisů ve strojírenství.

Obr. 6: Výstředníkový lis LENR 40 A
Sloučené postupové lisovací nástroje
Jsou složeny z prostřihovacích a tvářecích nástrojů, které vykonávají na každém dílu postupně navazující operace jako například průstřihy, ohyby a oddělení plechového pásu. Sloučené postupové lisovací nástroje provádějí současně prostřihy a ohyby plechu na postupně vyráběných dílech. Hodí se k sériové výrobě malých plechových složitě tvarovaných dílů.
Zdroje
- OUTRATA, Jiří. Technologie ručního zpracování kovů pro 1. ročník kovodělných oborů. Třetí vydání. Praha: SNTL - Nakladatelství technické literatury, 1981, 184 s. ISBN 04-224-81.
- Učivo základní školy [online]. [cit. 2014-12-02]. Dostupné z: http://ucivozs.sweb.cz
Obrázky
- Obr. 1: Práce s plechem. Učivo základní školy [online]. 2000 [cit. 2015-01-20]. Dostupné z:http://ucivozs.sweb.cz/kov6.html
- Obr. 2: Pákové nůžky HUDE HH 200. SKOŘUPA - nářadí a nástroje, akunaradi.cz [online]. 2010 [cit. 2015-01-20]. Dostupné z: http://www.akunaradi.cz/rucni-pakove-nuzky-gude-hh-200/d-73718/
- Obr. 3: Prostřihovače. NOVATHERM elektrické ruční nářadí [online]. 2006 [cit. 2015-01-20]. Dostupné z:http://www.elektricke-naradi.cz/s/cs/223/prostrihovace.aspx
- Obr. 4: Pákové, tabulové nůžky na plech BSS 1020 BOW. Nářadí - nástroje - Nářadí Slavkov s.r.o.[online]. 2004 [cit. 2015-01-22]. Dostupné z: http://www.azvercajk.cz/10291-nuzky-pakove-rucni/31193-pakove-tabulove-nuzky-na-plech-bss-1020-bow/
- Obr. 5: Profilové strojní nůžky NPM 10. Inzerce zdarma - bazar - bazoš - inzerce2.cz [online]. 2007 [cit. 2015-01-20]. Dostupné z: http://www.inzerce2.cz/inzerat-312025/prodam-profilove-strojni-nuzky-npm-10
- Obr. 6: Odbor technologie tváření kovů a plastů, ÚST, FSI VUT v Brně. Ústav strojírenské technologie[online]. 1994 [cit. 2015-01-20]. Dostupné z: http://ust.fme.vutbr.cz/tvareni/lisovna_kovarna.htm


