Řezání kovů
Základní pojmy
-
Obrábění - technologický proces, kterým vytváříme povrchy obrobku určitého tvaru, rozměru a kvality odebíráním částic, nebo oddělováním částí materiálu mechanickými, elektrickými, chemickými nebo tepelnými pochody.
-
Řezání - obrábění mechanickými pochody, tj. odebíráním částic materiálu ve tvaru třísky břitem řezného nástroje.
-
Obráběná plocha - část povrchu obrobku odstraňovaná obráběním.
-
Obrobek - obráběný nebo již obrobený předmět.
-
Řezný pohyb - musí vykonat nástroj nebo obrobek, popř. oba současně po určité dráze, aby nastal proces řezání, tj. oddělení částí materiálu od výchozího polotovaru.
-
Řezný nástroj - je aktivním činitelem procesu řezání, které se uskutečňuje vnikáním pracovní částí nástroje břitu do obráběného materiálu a odděluje z něho postupně částice ve tvaru třísky.
Řezání kovů ruční rámovou pilkou
Aby pilový list v drážce nedřel, jsou jeho zuby buď střídavě rozvedené, nebo je pilový list zvlněný. Ozubení bývá buď po jedné, anebo po obou stranách pilového listu. Při ručním řezání se list pilky (viz obr.) upíná kolíčky zasunutými do otvoru pilového listu, a vypne se křídlovou maticí, která se šroubuje vůči šroubu, pohybujícího se v rámu. List pilky musí být v rámu upnut tak, aby pilka řezala při pohybu vpřed. Málo napnutý list pilky se prohýbá, a může prasknout. Proto jej musíme upínat citlivě, ale zároveň je potřeba dostatečně ho napnout.
Upínání součástí při řezání
Při řezání upínáme součásti obrobku nejčastěji do svěráku. Tyto součásti musí být upnuty pevně, aby nemohlo dojít k úrazu. Tenký materiál nesmíme upínat příliš vysoko, protože nadměrně rezonuje a hlučí. Při řezání silného materiálu se vždy snažíme materiál upnout co nejvíce na plocho. Přitom musíme dbát, aby se plátek pilky při řezání nesvíral.

Obr. 1: Zámečnický svěrák
Příprava materiálu k řezání
Nejprve zhruba rozměříme, v jaké poloze bude orýsovaný obrys na materiálu. Průběh rýsek označíme důlčíky. V místě, kde budeme řezat, si vypilujeme trojúhelníkovým pilníkem mělkou vodící drážku, aby se pilka nesmekla z požadovaného místa řezu.
Vlastní proces řezání
Zprvu držíme pilku šikmo, abychom nařezali šikmou stranu, a následně přejdeme do vodorovné polohy. Při pohybu vpřed na pilku mírně přitlačíme, ale zpět táhneme vždy volně! Během dořezávání zmírníme tlak, a pracujeme opatrně. List případně mažeme olejem. Při hlubokém řezu otáčíme list pilky o 90˚. Při práci s ruční pilkou držíme pilku oběma rukama tak, že pravou rukou držíme pilku za držadlo, levou držíme shora na opačném konci rámu tak, abychom pilku vedli rovně. Během řezání máme postoj vzpřímený, mírně rozkročený, s levou nohou lehce vepředu.
Strojní řezání kovů
Strojní řezání kovů se využívá většinou k oddělování materiálů v malosériové, velkosériové a hromadné výrobě. K těmto účelům používáme rámové pily, kotoučové pily, pásové pily nebo rozbrušovací kotouče. Nedílnou součástí dělení a řezání kovů je žárové dělení materiálu, řezání plamenem, řezání vodním paprskem, plasmovým hořákem nebo laserovým paprskem. Rámové pily, kotoučové pily nebo rozbrušovací kotouče používáme k oddělování materiálů v tzv. přípravě polotovarů pro další využití ve strojní výrobě.

Obr. 2: Strojní pásová pila na kov
Řezání kyslíkovým plamenem
Nelegované a nízko legované oceli hoří v čistém kyslíku při překročení teploty 1200°C, tedy pod teplotou tání železa 1535°C. Tato okolnost je podmínkou žárového řezání. Řezací hořák pracuje na principu tepelné a řezací trysky. Plamen tvořený spalováním hořlavého plynu, většinou acetylenu nebo propanu, ohřeje nejdříve materiál na teplotu hoření, pak je zvětšen přívod kyslíku a přebytečný kyslík spaluje řezaný materiál. Vznikající oxidy železa a kapky roztaveného železa jsou vyfukovány z řezu proudem plynu. Při posuvu hořáků vzniká v materiálu řezná spára.
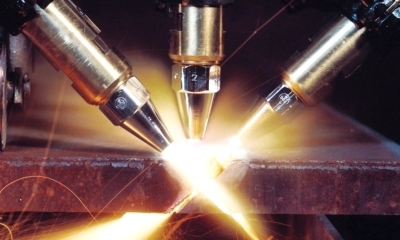
Obr. 3: Řezání kyslíkovým plamenem
Řezání plazmovým hořákem
Plazmovým hořákem je možné řezat legované oceli a neželezné kovy. U těchto kovů mají vznikající oxidy vyšší teplotu tání než samotné kovy, kov se tedy roztéká při nahřívání dříve než může být spalován plamenem, proto je nelze řezat kyslíkovým plamenem.
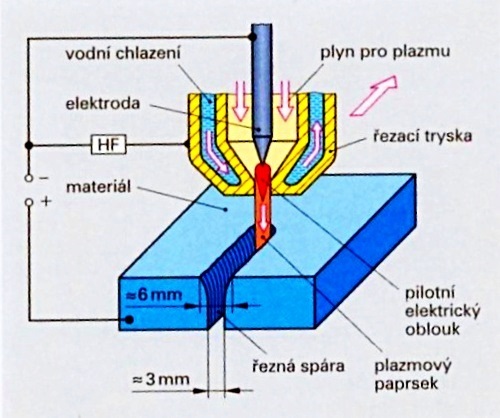
Obr. 4: Schéma řezání plazmovým hořákem
Řezání laserovým paprskem
Laser je zdroj úzkého svazku monochromatického záření ( světelného nebo infračerveného ), pracující na principu stimulované emise. Je to kvantový generátor koherentního záření. Při tavném laserovém řezání je laserovým paprskem roztavená látka vyfukována z řezu inertním plynem, většinou dusíkem nebo argonem. Tento postup se hodí hlavně pro řezání kovů, které mají teplotu tání nižší než teplotu vzplanutí.
Při spalovacím laserovém řezání zahřívá laserový paprsek látku na zápalnou teplotu. Látka se spaluje v proudu přiváděného kyslíku, který zároveň vyfukuje vznikající oxidy.
Pomocí laserových řezacích zařízení s vodním chlazením je možné řezat díly citlivé na poškození teplem, např. křemíkové destičky s hotovými integrovanými obvody.
Předností řezání laserovým paprskem je hladký řez. Ušetří se tím dodatečné opracování řezných ploch. Laserovým paprskem lze vyřezávat velmi malé otvory a složitě tvarované díly. Dále lze provádět gravitování a popisování kovových i nekovových dílů, mikrokalení povrchu součástí, svařování a měření vzdálenosti.
Obr. 5: Řezání laserem
Řezání vodním paprskem
Vodní paprsek tryskající velkou rychlostí narušuje povrch materiálu, mechanické působení může být zesíleno přidáním např. jemného křemenného písku.
Řezání paprskem (žárovým, laserovým nebo vodním) se provádí převážně na číslicově řízených řezacích strojích, vybavených výměnnými řezacími hlavami. Jednotce číslicového řízení se zadávají parametry řezání, jako rychlost posuvu, vzdálenost hlavy od materiálu a dále technologické parametry podle druhu zařízení, např. tlak použitého plynu, napětí a proud apod. Kvůli úsporám materiálu jsou díly nejprve pomocí PC uspořádány na ploše tabule plechu tak, aby byl materiál optimálně využit.
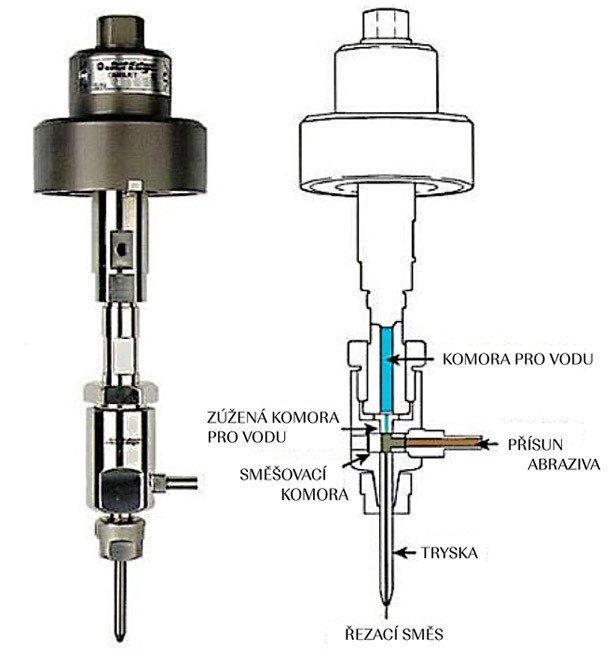
Obr. 6: Schéma řezání vodním sloupcem
Zásady bezpečnosti práce při řezání kovů
-
Při vylomení nadměrného počtu zubů musíme práci přerušit, a pilový list vyměnit za nový.
-
Volíme vždy vhodné a pevné upnutí materiálu.
-
Čepy (kolíčky), pro upevňování pilového listu nesmí nadměrně přečnívat, ani obsahovat ostré hrany (např. nesmí být nahrazovány hřebíky!).
-
Před každým řezáním vždy zkontrolujeme, je-li pilový list řádně upnutý.
-
Zkontrolujeme též rukojeť pilky – nesmí být volná.
-
Při dořezávání dbáme zvýšené opatrnosti, zejména při odpadnutí zbytku polotovaru.
Zdroje
- OUTRATA, Jiří. Tehnologie ručního zpracování kovů pro 1. ročník kovodělných oborů. Třetí vydání. Praha: SNTL - Nakladatelství technické literatury, 1981, 184 s. ISBN 04-224-81.
Obrázky a videa
- Obr. 1: Svěrák York 125 mm. Kovový nábytok Rudeta [online]. [cit. 2014-12-02]. Dostupné z: www.rudeta.sk/sk/dilensky-profesionalni-svirak-york-st-125-mm-2900.html
- Obr. 2: Pilanametal - pilové pásy [online]. [cit. 2014-12-02]. Dostupné z: http://www.pilanametal.cz/
- Obr. 3: Časopis KONSTRUKCE [online]. 2002 [cit. 2014-12-02]. Dostupné z: http://www.konstrukce.cz/
- Obr. 4: Technologie - Fotoalbum 2 [online]. 2014 [cit. 2014-12-02]. Dostupné z: http://www.tch2.estranky.cz
- Obr. 5: Radprofile. Nexnet a.s. - Radan [online]. 2009 [cit. 2015-01-12]. Dostupné z:http://www.radancz.cz/produkty-radan/radprofile/
- Obr. 6: PKIT Praha s.r.o. - Tryskací materiály a Tryskací zařízení [online]. 2008 [cit. 2014-12-02]. Dostupné z: http://www.pkit.cz/
- Použité video z archivu školy.
Video
Strojní řezání kovu


