Řezné materiály
Řezné materiály jsou materiály pro výrobu břitů nástrojů určených pro třískové obrábění.
Oceli třídy 19 (nástrojové oceli)
Nástrojové oceli se dělí podle chemického složení, které ovlivňuje vlastnosti těchto materiálů např. tvrdost, houževnatost, tepelnou odolnost apod. Tyto vlastnosti následně ovlivňují použití nástrojových ocelí.
Uhlíkové nástrojové oceli (nelegované)
Používají se hlavně pro ruční nástroje. Vlastnosti jsou dány obsahem uhlíku, který se pohybuje v rozsahu 1,0 - 1,5%
Nástrojové oceli legované manganem
Používají se pro nástroje, které vyžadují dobrou tvarovou a rozměrovou stálost.
Nástrojové oceli legované chromem
Chrom zvyšuje prokalitelnost. Při obsahu 4% Cr jsou nástroje kalitelné na vzduchu. Chromové oceli mají výbornou řezivost a odolnost proti otěru.
Jsou vhodné pro obrábění skla, mramoru a mateirálů se špatnou vodivostí tepla.
Nástrojové oceli legované kombinací více prvků
Jsou určeny hlavně pro nástroje na tváření za tepla i za studena.
Nástrojové oceli legované wolframem
Jsou náročné na tepelné zpracování. Ale po zakalení si zachovají tvrdost a odolnost proti otěru i při vyšších teplotách.
Rychlořezné oceli (RO).
Obsahují karbidotvorné kovy wolfram, chrom, vanad a molybden. Uhlíku mívají většinou méně než 1%. Pro své vlastnosti jsou vhodné pro nejvíce namáhané nástroje k obrábění ocelí, ocelí na odlitky a těžko obrobitelných materiálů.
Slinuté karbidy (SK)
Jsou nástrojové materiály vyráběné práškovou metalurgií.
Vyrábějí z karbidů těchto kovů:
-
Karbid wolframu – zaručuje tvrdost za vysoké teploty, odolnost proti opotřebení a chemickou stálost,
-
Karbid titanu – zvyšuje tvrdost a chemickou stálost za vyšších teplot, snižuje však pevnost slinutých karbidů v ohybu a zvyšuje křehkost, zhoršuje tepelnou vodivost a zvětšuje tepelnou roztažnost,
-
Karbid tantalu – má stejné účinky jako karbid titanu, ale zjemňuje strukturu slinutých karbidů,
-
Kobalt – není to karbidotvorný prvek, ale vytváří síťové pojivo mezi zrny karbidů. Je nositelem pevnosti v ohybu ve slinutých karbidech.
V porovnání s rychlořeznými ocelemi jsou slinuté karbidy tvrdší a otěruvzdornější, mají větší pevnost v tlaku, vyšší tuhost, ale jsou méně houževnaté.

Obr. 1: Povlakovaný slinutý karbid
Výhody:
-
Dobrá tepelná vodivost, umožňující zejména karbidy skupiny „K“ používat tam, kde je potřeba rychle odvádět z místa řezu teplo,
-
Vyrábějí se ve tvaru destiček normalizovaných tvarů a rozměrů. Destičky se pájí nebo mechanicky upínají na držáky řezných nástrojů.

Obr. 2: Držák destičky ze slinutého karbidu
Od konce 60. let se řezné destičky ze SK také povlakují i několika vrstvami (až 15) karbidů speciálních vlastností, které zajišťují tvrdost a otěruvzdornost. Způsoby povlakování:
Novou technologií je povlakování diamantem tloušťkou 0,005 mm, což umožňuje zvýšit řeznou rychlost až na 500m/min.
Keramické řezné materiály (KM)
Je to další druh tvrdých řezných materiálů. Pro jejich výrobu je výchozí surovinou oxid hlinitý (Al2O3). Vyrábějí se práškovou metalurgií do tvaru řezných destiček.

Obr. 3: Řezná keramika
Mají velmi malou pevnost v ohybu a nejsou proto vhodné k obrábění přerušovaným řezem a k obrábění s většími průřezy třísek. Při porovnání se slinutými karbidy jsou podstatně odolnější proti otěru a jejich použití je až do 1 200°C.
Keramické materiály se dělí do tří skupin:
- čisté oxidy,
- cermenty,
- karbidové oxidy.
Čisté oxidy
Je téměř čistý oxid hlinitý (Al2O3) s malým obsahem mineralizátorů (asi 3% hořečnatých sloučenin) snižujících teplotu slinování. Je to materiál velmi tvrdý, málo houževnatý a má malou odolnost proti tepelnému rázu.
Cermenty
Jsou kovokeramika (ceramic metal), tvořená spojením keramické a kovové struktury. Obvykle tvoří hlavní složku cermetu karbidy, karbonitridy nebo nitridy titanu, pojivem jsou Mo, Ni, Co.
Složení je např. TiC-Ni-Mo, TiC-TiN-Ni-Mo. Kromě toho mohou obsahovat v menším množství přísady jiných tvrdých karbidů (TaC, Mo2C, WC, NbC).
Složky jsou vázány slitinou niklu a kobaltu s částečnou přísadou molybdenu pro zlepšení houževnatosti.
V porovnání se slinutými karbidy se cermety vyznačují:
-
Větší chemickou stálostí,
-
Velkou tvrdostí, která zlepšuje odolnost proti abrazivnímu otěru hřbetu břitů nástrojů,
-
Cermety s TaC a NbC mají vyšší houževnatost,
-
Umožňují větší rozsah používaných řezných rychlostí,
-
Při malých řezných rychlostech nevznikají nárůstky na čelech břitů, takže obrobené plochy mají menší drsnost povrchu.
Přísady TaC a NbC u nových druhů cermetů zvětšují odolnost proti plastickým deformacím a TiN zvyšuje houževnatost.
Karbidové oxidy
Základní látkou je oxid hlinitý nebo oxid hořečnatý a až 50 % karbidů kovů ( TiC, Mo2C, WC), případně dalších oxidů (např.ZrO2) a nitridů (např.Si3N4). Mají vyšší houževnatost než čisté oxidy a mimořádně jemnou strukturu a odolnost proti opotřebení.
Technický diamant
Je čistý uhlík se stopami příměsí. Je to nejtvrdší minerál a nelze jej nahradit ani keramickými materiály, ani slinutými karbidy.
Technické diamanty rozlišujeme na:
-
Přírodní,
-
Uměle vyrobené (syntetické).

Obr. 4: Polykrystalický diamant
Syntetické jsou levnější a mají lepší mechanické vlastnosti, protože ve všech třech osách mají stejnou pevnost.
Nevýhodou jsou relativně malé krystaly, které se nedají mechanicky upnout do držáků řezných nástrojů. Tato nevýhoda je odstraněna tím, že se na houževnatý slinutý karbid nanáší vrstva diamantu o tloušťce asi 1mm, čímž vznikne tzv. kompakt. Ten se pak pájí nebo mechanicky upíná do držáků řezných nástrojů.
Jako řezný materiál se diamant používá pro:
-
Jednoduché jednobřitové nože k jemnému obrábění s nepřerušovaným řezem,
-
K obrábění měkkých houževnatých materiálů neželezných kovů a jejich slitin,
-
K obrábění tvrzené pryže, plastů, lepenky a všech materiálů s malou tepelnou vodivostí.
Nevýhodou diamantu je velmi dobrá slučivost s kovy, proto může obrábět do teplot 700°C.
Kubický nitrid boru (CBN)
Tvrdost a vlastnosti jsou podobné jako u diamantu. Vyrábí se z něho kompakty podobně jako u diamantu a lze s ním obrábět velmi tvrdé materiály, např. kalenou ocel o tvrdosti 65 HRC při hloubce řezu až 4 mm.

Obr. 5: Polykrystalický kubický nitrid boru
Teplota při obrábění může dosáhnout hodnoty 1 400 až 1 600°C , aniž by došlo ke změně vlastností.
Nástroje osazené CBN jsou určené k opracování velmi velkými řeznými rychlostmi, ale musí být velmi přesně a stabilně uchyceny, nelze proto provést jednoduchou záměnu CBN a SK destičky. Je nutná změna technologického postupu obrábění.
Zdroje
- BARTOŠ, Libor. Technologie 2. ročník: Obrábění. Lipová-lázně, 2008. Dostupné z: http://oulipova.cz/vyuka/strojari/Obrabeni.pdf
- DILLINGER, Josef. A KOL. Moderní strojírenství pro školu a praxi. Praha: Europa - Sobotáles cz., 2007. ISBN 978-80-86706-19-1
- DRIENSKY, Dušan, Pavel FÚRIK, Terézia LEHMANOVÁ a Josef TOMAIDES. Strojní obrábění I. Praha: SNTL, 1988.
- FISCHER, Ulrich. A KOL. Základy strojnictví. Praha: Europa - Sobotáles cz., 2004. ISBN 80-86706-09-5
- HLUCHÝ, Miroslav a Václav HANĚK. Strojírenská technologie 2: Koroze, základy obrábění, výrobní postupy 2. díl. Praha: Scientia spol. s.r.o., 2001. ISBN 80-7183-245-6.
- Povlakovaný slinutý karbid. Sandvik Coromant [online]. © 2000 - 2012 [cit. 2014-11-08]. Dostupné z: http://www.sandvik.coromant.com/cs-cz/knowledge/materials/cutting_tool_materials/coated_cemented_carbide/pages/default.aspx
Obrázky
- Obr. 1: Povlakovaný slinutý karbid. <i>Sandvik Coromant</i> [online]. © 2000 - 2012 [cit. 2014-11-08]. Dostupné z: http://www.sandvik.coromant.com/cs-cz/knowledge/materials/cutting_tool_materials/coated_cemented_carbide/pages/default.aspx
- Obr. 2: Držák destičky ze slinutého karbidu. Products, Turning tools,Milling tools, Drilling tools, Boring tools, Cutting inserts, Tooling Systems. <i>Sandvik Coromant</i> [online]. © 2000 - 2012 [cit. 2014-11-08]. Dostupné z: http://www.sandvik.coromant.com/it-it/products/pages/default.aspx
- Obr. 3: Řezná keramika. <i>Sandvik Coromant</i> [online]. © 2000 - 2012 [cit. 2014-11-08]. Dostupné z: http://www.sandvik.coromant.com/cs-cz/knowledge/materials/cutting_tool_materials/ceramics/pages/default.aspx
- Obr. 4: Polykrystalický diamant. <i>Sandvik Coromant</i> [online]. © 2000 - 2012 [cit. 2014-11-08]. Dostupné z: http://www.sandvik.coromant.com/cs-cz/knowledge/materials/cutting_tool_materials/polycrystalline_diamond/pages/default.aspx
- Obr. 5: Polykrystalický kubický nitrid bóru. <i>Sandvik Coromant</i> [online]. © 2000 - 2012 [cit. 2014-11-08]. Dostupné z:http://www.sandvik.coromant.com/cs-cz/knowledge/materials/cutting_tool_materials/polycrystalline_cubic_boron_nitride/pages/default.aspx
- Obr. 6: KOH-I-NOOR PONAS s.r.o - Vyfukovací formy. <i>KOH-I-NOOR PONAS s.r.o</i> [online]. © 2008 - 2014 [cit. 2014-11-08]. Dostupné z: http://www.ponas.cz/vyfukovaci-formy.html
- Obr. 7: Mesit.cz - Mesit ronex, spol s.r.o. MESIT RONEX [online]. © 2013 [cit. 2014-11-23]. Dostupné z: http://www.ronex.mesit.cz/cs/art/97-system-rizeni-kvality
- Obr. 8: Rašple půlkulatá strojní sek Ajax - Rašple - Železářství Kutil, s.r.o. KUTIL.EU [online]. © 2011 - 2014 [cit. 2014-11-23]. Dostupné z: http://www.kutil.eu/cs/eshop/rucni-naradi/pro-praci-se-drevem/rasple/rasple-pulkulata-strojni-sek-ajax.html.
- Obr. 9: VÝSTRUŽNÍKY. NAREX ZDICE s.r.o. [online]. © 2007 [cit. 2014-11-23]. Dostupné z: http://www.narexzdice.cz/vystruzniky-1.htm
- Obr. 10: Kladiva a palice - Dílna - Železářství Brufus s.r.o. Brufus velkoobchod železářství [online]. © 2004 [cit. 2014-11-23]. Dostupné z: http://www.brufus.cz/dilna-kladiva-a-palice-katskup999121.php
- Obr. 11: Tona Expert E150801 Modul s úderným nářadím, 7 dílný (nýtovací kladivo). BAŤACZ [online]. © 2010 [cit. 2014-11-23]. Dostupné z: http://www.batacz.cz/tona-expert-rucni-naradi/tona-expert-moduly-brasny/Tona-Expert-E150801-Modul-s-udernym-naradim-7dilny-nytovaci-kladivo-110344.html
- Obr. 12: Závitníky a očka sada EXTOL PREMIUM 23 ks 8816502 foto 1 - Heureka.cz. Heureka nakupujte s přehledem [online]. © 2000 - 2014 [cit. 2014-11-23]. Dostupné z: http://zavitniky.heureka.cz/zavitniky-a-ocka-sada-extol-premium-23-ks-8816502_3/galerie/
- Obr. 13: Kalibry. Microtes Prodej a servis měřící techniky [online]. © 2008 - 2014 [cit. 2014-11-23]. Dostupné z: http://www.microtes.cz/kalibry.html
- Obr. 14: Přesné spároměrky/Autoservisní technika Homola.cz. Homola s.r.o. [online]. © 2011 [cit. 2014-11-23]. Dostupné z: http://www.testdomain.sk/homola.cz/presne-sparomerky-p1381
- Obr. 15: Střihadlo LENFELD, Petr. Technologie II: Tváření kovů. Liberec: Technická univerzita Liberec Fakulta strojní. Dostupné z: http://www.ksp.tul.cz/cz/kpt/obsah/vyuka/skripta_tkp/sekce/06.htm#066
- Obr. 16: ŽĎAS a.s. - Lisovací nástroje - nástrojárna. ŽĎAS [online]. [cit. 2014-11-23]. Dostupné z: http://www.zdas.cz/cs/content.aspx?catid=10
- Obr. 17: Protlačovací nástroje - Wallram. Exportpages [online]. © 2014 [cit. 2014-11-23]. Dostupné z: http://wallram.exportpages.cz/productdetail/1091071341-1.htm
- Obr. 18: Firmconsult, spol s.r.o./Výkovky, výlisky. Firmconsult [online]. © 1991 - 2014 [cit. 2014-11-23]. Dostupné z: http://www.firmconsult.cz/cz/vykovky-vylisky/
- Obr. 19: Firmconsult, spol s.r.o./Výkovky, výlisky. Firmconsult [online]. © 1991 - 2014 [cit. 2014-11-23]. Dostupné z: http://www.firmconsult.cz/cz/vykovky-vylisky/
- Obr. 20: Kovátka. Kovarsky bazar.cz "od kováře pro kováře" [online]. © 2011 [cit. 2014-11-23]. Dostupné z: http://buchary.kovarskybazar.cz/kovatka/kovatka-id270/
- Obr. 21: Protlačování za tepla LENFELD, Petr. Technologie II: Tváření kovů. Liberec: Technická univerzita Liberec Fakulta strojní. Dostupné z: http://www.ksp.tul.cz/cz/kpt/obsah/vyuka/skripta_tkp/sekce/05.htm
- Obr. 22: Nástroje/ Nástroje na frézování. Landsmann nářadí a nástroje [online]. © 2014 [cit. 2014-11-23]. Dostupné z: http://www.landsmann.cz/nastroje-nastroje-na-frezovani_c623.html
- Obr. 23: Vrtáky Kastner/Obráběcí a tvářecí stroje/logismarket.cz. MECALUX logismarket [online]. © 2000 - 2014 [cit. 2014-11-23]. Dostupné z: http://www.logismarket.cz/kaestner/1414555446-1339229366-c.html
- Obr. 24: Řezné nástroje. ZBROJOVKA VSETÍN nástroje [online]. [cit. 2014-11-23]. Dostupné z: http://www.zv-nastroje.cz/web/index.php/cs/vyrobky/rezani
- Obr. 25: Ostření protahovacích trnů, protahovací trn, protahování drážek, protahovací trn, broušení protahovacích trnů, broušení protlačovacích trnů, protlačovací trny, protahovací trny stromové, protahovací trny - stromový profil. PROTRN [online]. © 2014 [cit. 2014-11-23]. Dostupné z: http://www.protrn.cz/7365/nabizene-sluzby/
- Obr. 26: Řezné nástroje - Fabory. FABORY Masters in fasteners [online]. © 2009-2012 [cit. 2014-11-23]. Dostupné z: http://fasteners.fabory.com/eCache/NLD/1/925.html
- Obr. 27: Jádrové vrtáky HSS. Jádrové vrtáky do kovu [online]. © 2012 [cit. 2014-11-23]. Dostupné z: http://www.jadrove-vrtaky.cz/vrtaky/eshop/1-1-Jadrove-vrtaky-HSS
- Obr. 28: SOUSTRUŽNICKÝ NŮŽ 4X18X140MM Z RYCHLOŘEZNÉ OCELI UPICHOVACÍ DO DRŽÁKU HSS , ČSN 223554. KOVONÁSTROJE [online]. © 2014 [cit. 2014-11-23]. Dostupné z: http://www.kovonastroje.cz/Nastroje-pro-kovoobrabeni/Soustruzeni/Soustruznicke-noze-a-VBD/Polotovary-nozu-RADECO/Upichovaci-lichobeznikove/Soustruznicky-nuz-4x18x140mm-z-rychlorezne-oceli-upichovaci-do-drzaku-HSS-CSN-223554.html
- Obr. 29: Nástroje pro soustružení, dělení a broušení. M&V E-SHOP / E-KATALOG PRO NAKUPOVÁNÍ [online]. © 2004–2014 [cit. 2014-11-23]. Dostupné z: https://katalog.mav.cz/categories.php?rozbal=6041&lang=0
- Obr. 30: Nástroje pro soustružení, dělení a broušení. M&V E-SHOP / E-KATALOG PRO NAKUPOVÁNÍ [online]. © 2004–2014 [cit. 2014-11-23]. Dostupné z: https://katalog.mav.cz/categories.php?rozbal=6041&lang=0
Rozšiřující pojmy
Příklady použití uhlíkových nástrojových ocelí 19 015 Formy - menší cementované formy pro tváření plastů a pryže – video vakuové tváření plastů. Obr. 6: Vyfukovací formy Měřidla - délkov... Zobrazit víceRozšiřující pojmy
Příklady použití nástrojových ocelí legovaných manganem 19 313 Závitníky – video řezání závitu závitořeznou reverzní hlavou. Obr. 12: Sada metrických závitníků Závitové čelisti - video v... Zobrazit víceRozšiřující pojmy
Příklady použití nástrojových ocelí legovaných chromem 19 436 Řezné nástroje - video ruční a strojní řezání kovů . Nástroje pro stříhání za studena – video postupové střihadlo . Obr. 15: S... Zobrazit víceRozšiřující pojmy
Příklady použití nástrojových ocelí legovaných kombinací více prvků 19 564 Protlačovací nástroje – video výroba potápěčské lahve . Obr. 17: Protlačovací nástroje Nástroje pro tváření - z... Zobrazit víceRozšiřující pojmy
Příklady použití nástrojových ocelí legovaných wolframem 19 712 Frézy – video konvenční frézování. Obr. 22: Frézy Vrtáky – video vrtání otvoru do trubky . Obr. 23: Vrtáky Výstružn... Zobrazit víceRozšiřující pojmy
Příklady použití rychlořezných ocelí 19 820 Ř... Zobrazit víceGraf

Porovnání řezných materiálů z hlediska tvrdosti a houževnatosti. Zdroj: DILLINGER, Josef. A KOL. Moderní strojírenství pro školu a praxi. Praha: Europa - Sobotáles cz., 2007. ISBN 978-80-86706-19-1
Graf
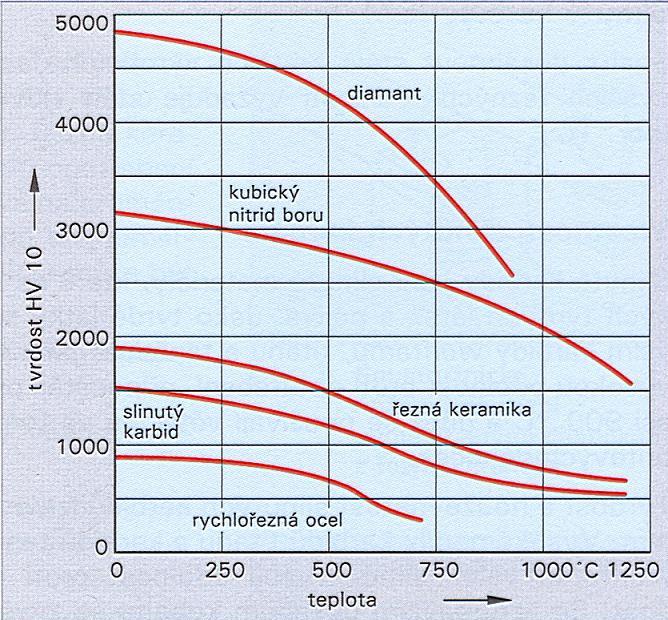
Porovnání řezných materiálů v závislosti na teplotě. Zdroj: FISCHER, Ulrich. A KOL. Základy strojnictví. Praha: Europa - Sobotáles cz., 2004. ISBN 80-86706-09-5


