Svařování plamenem
Anotace oblasti
Podstata svařování plamenem
Svařování plamenem (tzv. “autogenní svařování“) spočívá ve vytvoření pevného spoje natavením svarových ploch základního materiálu a roztavením přídavného materiálu, jejich slitím a ztuhnutím.
Zdrojem tepla je plamen, který vzniká spalováním směsi hořlavého plynu a kyslíku.
Nejčastějším hořlavým plynem, který se používá pro tento účel, je acetylen. Spalováním směsi acetylen C2H2 – kyslík O2 je možné dosáhnout teploty plamene až 3200°C. Acetylen může být nahrazen hořlavými plyny, např. propan-butan nebo vodík.

Obr. 1: Svařování plamenem
Druhy plamenů
Plamen podle chemického složení - poměru kyslíku a acetylenu může být:
- Neutrální – svařovací plamen je ostře ohraničený, používá se pro svařování běžných konstrukčních ocelí.
Poměr C₂H₂ : O₂ = 1 : 1,1
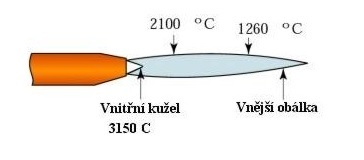
Obr. 2: Neutrální plamen
- Redukční (přebytek acetylenu - nauhličující) - svařovací kužel je zakrytý bílým závojem, svar je křehký, tvrdý a pórovitý, tímto plamenem se svařují slitiny hliníku, hořčíku, navařovat tvrdé kovy.
Poměr C₂H₂ : O₂> 1 : 1,1
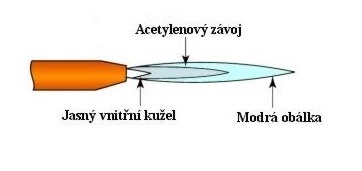
Obr. 3: Redukční plamen
- Oxidační (přebytek kyslíku) - svařovací kužel je kratší a podle přebytku kyslíku se zbarvuje do fialova, dochází k vypalování přísadových prvků. Oxidy, které zůstanou ve svaru, snižují tažnost a vrubovou houževnatost. Tento plamen se užívá při svařování mosazi a bronzů.
Poměr C₂H₂ : O₂< 1 : 1,1
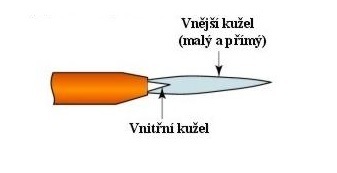
Obr. 4: Oxidační plamen
Plamen podle výstupní rychlosti z hubice hořáku může být:
-
Měkký – malá výstupní rychlost plamene 70 – 100 m/s způsobuje jeho nestabilitu a možnost zpětného šlehnutí, užívá pro svařování nízkotavitelných kovů a slitin, legovaných ocelí, k pájení.
-
Střední – výstupní rychlost plamene 100 – 120 m/s zaručuje dobrou jakost svaru, nedochází ke zpětnému šlehnutí, používá se pro všechny běžné druhy ocelí.
-
Ostrý – výstupní rychlost plamene je vyšší než 120 m/s zvětšuje teplem ovlivněnou oblast, plamen rozhání svarovou lázeň a má negativní vliv na jakost svaru.
Při svařování může dojít k tzv. zpětnému šlehnutí. Zpětné šlehnutí představuje problém při svařování a je třeba důsledně dodržovat zásady BOZP při svařování.
Zařízení pro svařování plamenem
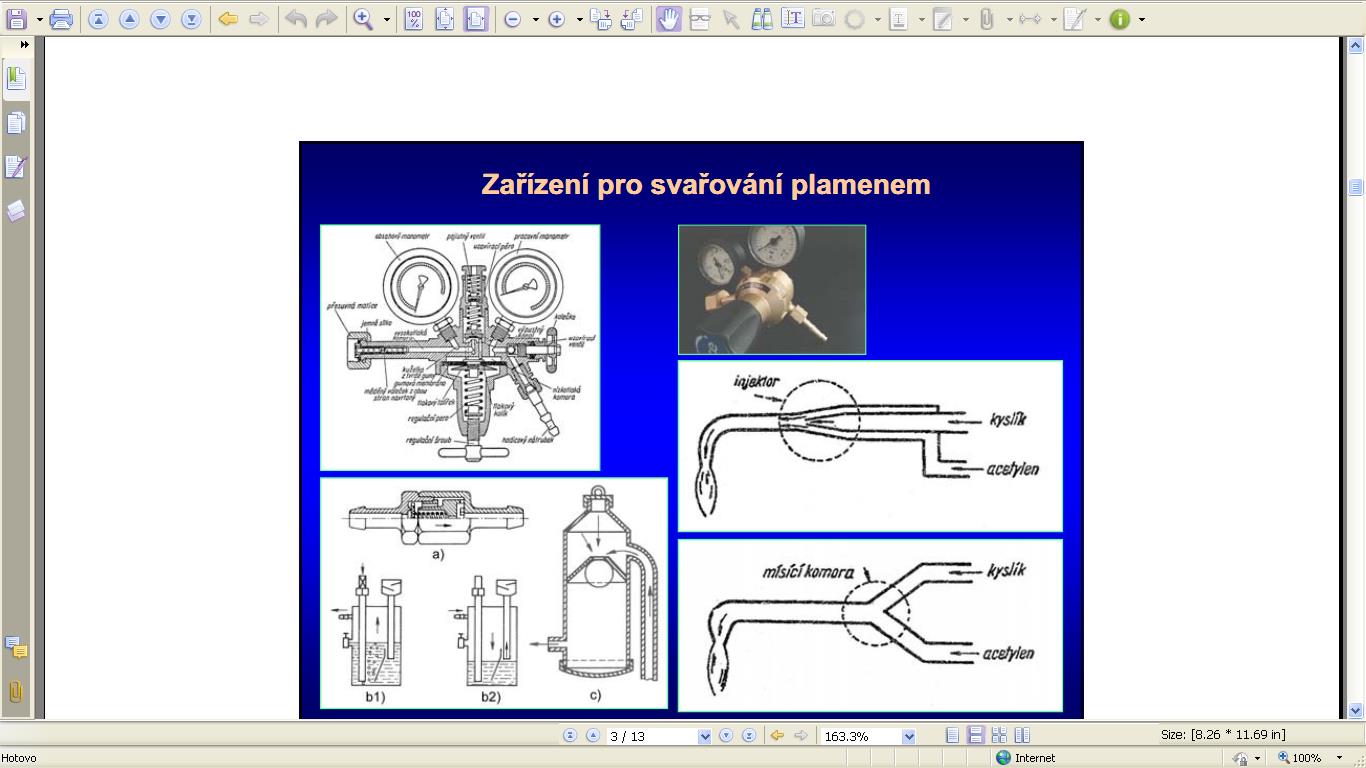
Svařovací zařízení může být různého typu a konstrukce, obsahuje tyto funkční části:
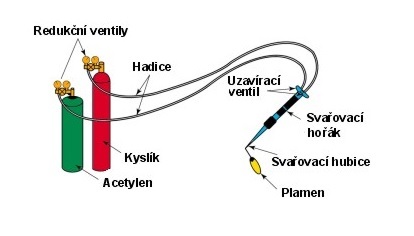
Obr. 5: Zařízení pro svařování plamenem
-
Tlakové láhve pro kyslík a hořlavý plyn - ocelové, bezešvé, jsou barevně označeny pruhem podle druhu plynu. Láhve mají rozdílné připojení k redukčním ventilům.
-
Acetylénové vyvíječe – používají se k výrobě acetylénu působením vody na karbid vápníku, bývají nízkotlaké, středně a vysokotlaké pro tlaky 5 až 150 kPa.
-
Redukční ventil s manometry – připojuje se k lahvovému ventilu a mění tlak za láhví na tlak pracovní (nižší než v lahvi). Udržuje tlak plynu na stálé hodnotě. Postup práce s redukčním ventilem: Redukční ventil
-
Hadice – přivádí plyny ke svařovacímu hořáku, jsou vyrobeny z pryže s textilní vložkou, hadice pro rozvod kyslíku jsou označeny modrou barvou, pro acetylen a jiné hořlavé plyny červenou barvou.
-
Svařovací hořáky - směšují hořlavý plyn s kyslíkem, směs plynů vystupuje z hořáku a po zapálení hoří u hubice plamenem, jsou konstruovány jako nízkotlaké, vysokotlaké a speciální.
Zdroje
- HLUCHÝ, Miroslav, Jan KOLOUCH a Rudolf PAŇÁK. Strojírenská technologie 2, Polotovary a jejich technologičnost, 1. díl. 2. vyd. Praha: Scientia, spol. s r.o., 2001, str. 158-220. ISBN 80-7183-244-8.
- KOLEKTIV AUTORŮ. Realizační tým středních odborných škol Olomouckého kraje zapojených do projektu Profesmodul: Studijní text Svařování kovů, vydání 1., Olomouc, EPAVA Olomouc, 2012. CZ1.07/3.2.05/01.0006.
Obrázky:
-
Obr. 1: Svařování plamenem. Autor neznámý, [cit. 2014-11-23], dostupný z: http://cs.wikipedia.org/wiki/Svarovani_plamenem
-
Obr. 2: Neutrální plamen. Autor neznámý.[cit. 2014-11-23], dostupný z: http://www.svarbazar.cz
-
Obr. 3: Redukční plamen. Autor neznámý.[cit. 2014-11-23], dostupný z: http://www.svarbazar.cz
-
Obr. 4: Oxidační plamen. Autor neznámý.[cit. 2014-11-23], dostupný z: http://www.svarbazar.cz
- Obr. 5: Zařízení pro svařování plamenem. Autor neznámý.[cit. 2014-11-23], dostupný z: http://www.svarbazar.cz
-
Obr. 6:Svařování dopředu. KOLEKTIV AUTORŮ. Realizační tým středních odborných škol Olomouckého kraje zapojených do projektu Profesmodul: Studijní text Svařování kovů, vydání 1., Olomouc, EPAVA Olomouc, 2012. CZ1.07/3.2.05/01.0006.
-
Obr. 7: Svařování dozadu. KOLEKTIV AUTORŮ. Realizační tým středních odborných škol Olomouckého kraje zapojených do projektu Profesmodul: Studijní text Svařování kovů, vydání 1., Olomouc, EPAVA Olomouc, 2012. CZ1.07/3.2.05/01.0006.
-
Obr.8: Zařízení pro svařování plamenem. Autor neznámý. [cit. 2014-11-23], dostupný z: http://www.svarak.cz
Přílohy
Doplňující učivo
Způsoby svařování
Svařování může být prováděno dopředu nebo dozadu. Použitý způsob závisí na požadavcích na svar a svařovaném materiálu.
Dopředu - používá se pro plechy do tloušťky 4 mm. Svařovací drát je veden před hořákem ve směru svařování. Touto technologií se svařují plechy tenké, lehké kovy, měď, mosaz a šedá litina.
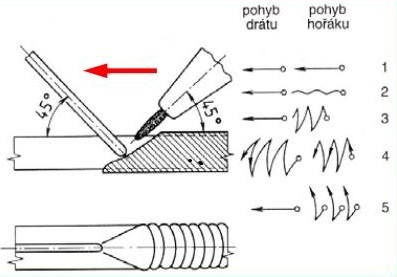
Obr. 6: Svařování dopředu
Dozadu - používá se u plechů tloušťky nad 4 mm. Svařovací drát je veden za hořákem ve směru svařování. Používá se např. pro svařování trubek a potrubí pracujících za zvýšených teplot a tlaků.
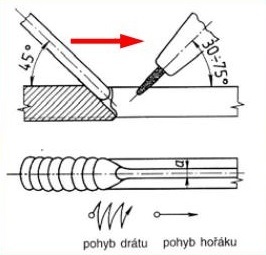
Obr. 7: Svařování dozadu
Zpětné šlehnutí
představuje problém při svařování a je třeba důsledně dodržovat zásady BOZP při svařování.
Při zpětném šlehnutí dochází ke vniknutí plamene do hořáku, kde dojde k zapálení směsi používaných plynů a jejímu hoření. Vzniklý vysoký tlak plynů vytlačí velkou rychlostí plyny ústím hubice hořáku.
Pokud pronikne plamen z mísící komory až k injektoru, tak je hoření provázeno pískotem, potom je nutné svařování okamžitě přerušit. Plamen pak může vniknout do hadic, redukčního ventilu a lahve s plynem. Zpětné šlehnutí se navenek projevuje třaskavým výstřelem, po kterém zhasne plamen. V případě zpětného šlehnutí je nutné okamžitě uzavřít přívody plynů, jako první se uzavírá kyslíkový ventil poté acetylenový.
Kde se používá svařování plamenem?
Plamenem lze svařovat technické železo – oceli a litiny, neželezné kovy i jejich slitiny a provádět opravy. Způsob je vhodný zejména pro svařování plechů do tloušťky 4 mm. Svařují se drobné součásti a trubky menších rozměrů z oceli, ze šedé litiny, mědi a mosazi, olova, zinku, niklu i hliníku.
Postup při svařování plamenem je závislý na tloušťce základního materiálu, přídavném materiálu, poloze svarového spoje při svařování, tepelném ovlivnění základního materiálu, apod.
Obrázek
Obr.8: Zařízení pro svařování plamenem
Kontrolní otázka
Kontrolní otázka pro žáky základních škol
Jaký je nejčastěji užívaný hořlavý plyn pro svařování plamenem?


